西门子CPU模块6ES7317-7TK10-0AB0
在电路中,电阻的连接形式是多种多样的,其中和的是串联与并联。
1、电阻的串联
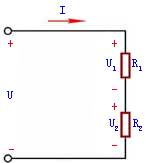
如果电路中有两个或更多个电阻一个接一个地顺序相连,并且在这些电阻中通过同一电流,则这样的连接法就称为电阻的串联。图1(a)所示的是两个电阻 和
和 串联的电路。
串联的电路。
 (a)电阻的串联(b)等效电阻
(a)电阻的串联(b)等效电阻图1两个电阻串联的电路
两个串联电阻可用一个等效电阻R来代替[图1(b)],等效的条件是在同一电压U的作用下电流I保持不变。等效电阻等于各个串联电阻之和,即
(1)
两个串联电阻上的电压有如下分压公式
(2)
可见,串联电阻上电压的分配与电阻成正比。当其中某个电阻较其他电阻小很多时,在它两端的电压也较其他电阻上的电压低很多,因此,这个电阻的分压作用常可忽略不计。
电阻串联的应用很多。譬如在负载的额定电压低于电源电压的情况下,通常需要与负载串联一个电阻,以降落一部分电压。有时为了限制负载中通过过大的电流,也可以与负载串联一个限流电阻。如果需要调节电路中的电流时,一般也可以在电路中串联一个变阻器来进行调节。另外,改变串联电阻的大小以得到不同的输出电压,这也是常见的。
2、电阻的并联
如果电路中有两个或更多个电阻连接在两个公共的结点之间,则这样的连接法就称为电阻的并联。在各个并联支路(电阻)上受到同一电压。图2(a)所示是两个电阻和并联的电路。
(a)电阻的并联(b)等效电路图2两个电阻并联的电路
两个并联电阻也可用一个等效电阻R来代替[图2(b)]。等效电阻的倒数等于各个并联电阻的倒数之和,即
(3)
或
两个并联电阻上的电流有如下分流公式: (4)
可见,并联电阻上电流的分配与电阻成反比。当其中某个电阻较其他电阻大很多时,通过它的电流就较其他电阻上的电流小很多,因此,这个电阻的分流作用常可忽略不计。
一般负载都是并联运用的。负载并联运用时,它们处于同一电压之下,任何一个负载的工作情况基本上不受其他负载的影响。
并联的负载电阻愈多(负载增加),则总电阻愈小,电路中总电流和总功率也就愈大。但是每个负载的电流和功率却没有变动(严格地讲,基本上不变)。
有时为了某种需要,可将电路中的某一段与电阻或变阻器并联,以起分流或调节电流的作用。
三菱公司的FX系列PLC是比较具有代表性的微型PLC,除具有基本的指令表编程以外,还可以采用梯形图编程及对应机械动作流程进行顺序设计的SFC(Se Function Chart)顺序功能图编程,而且这些程序可以相互转换。在FX系列PLC中设置了高速计数器扩大了PLC的应用领域。
FX2N系列PLC的硬件结构可以参考图1-4中带扩展模块的PLC,图中表示出主机如何扩展,通信接口位置等。
图1-8为FX2N-64MR的主机外形图。其面板部件如图中注释。详细I/O端子编号见图1-9。采用继电器输出,输出侧左端4个点公用一个COM端,右边多输出点公用一个COM端。输出的COM比输入端要多,主要考虑负载电源种类较多,而输入电源的类型相对较少。对于晶体管输出其公用端子更多,图1-10为FX2N-16MT的输出端子。



3、 控制系统硬件配置
整个上料系统采用一套PLC系统,两台上位机完成对整个上料系统的监控及数据采集等。自动控制系统采用Schneider TSX 系列PLC硬件组成基础自动化系统。采用MP7监控软件,编程软件采用Concept2.6,bbbbbbs 2000作为系统平台界面,组成计算机化的操作系统,实现人机通讯。
控制器与上位机之间采用环形工业以太网进行通讯。主机控制单元接受由I/O接口收集的信号进行开关量和模拟量的处理后,将信号经I/O接口实现对设备的控制,与监控站及上位机通讯。这个系统配置如图二所示:
其中处理器采用昆腾系列140-CPU-534-14A,电源模块采用140-CPS-114-20,远程通讯模版采用140-NOE-771-01,I/O模板配置如下:数字量输入模板为140-DAI-753-00、140-DDI-353-00;数字量输出模板为140-DDO-353-00;模拟量输入模板为140-ACI-040-00;模拟量输出模板为140-ACO-130-00,远程I/O模版采用140 CRP 931 10、140 CRA 931 00。
4、 矿槽炉顶上料系统控制功能
4.1 槽下控制部分
4.1.1 槽下控制范围及内容
(1)实现对矿石、球团、烧结、焦炭等入炉原料的自动称量,并完成称量误差的自动补偿。
(2)实现槽下12个矿仓、12个称量斗、2条成品带、2条碎矿皮带、12台振动筛、4台给料机、1个翻板及碎焦系统的自动控制,实现自动备料和放料。
(3)可使用监控画面对上料系统设备的运行状态进行监视,对设备的运行进行软手/自动切换及手动启停设备,进行料单设定及更改等。
(4)对装料超时、放料超时、超满及设备运行故障等情况在“工艺流程画面”进行报警显示。
4.1.2 矿石称量斗的称量控制
当排料程序发出后,矿石称量斗闸门开,料排出。当称量值为控制值(初始时为设定值的95%)的5%时,发出料空信号并关闭闸门,当闸门关好并称空好后,振动筛或给料机开始启动。称量值到控制值(经补正)时,振动筛或给料机停机,进行满称量。若达110%控制值(经补正)时发出声光报警信号。振动筛或给料机启动Ts后,还未发出斗“满”信号,就发出上卡料报警信号。
4.1.3 矿石称量斗的排料顺序
根据预先选定的装料程序,矿石中间称量斗一“空”且闸门关好,槽下翻板翻到位,矿石皮带机启动后,开始排料。
排料顺序:球团、杂矿单装时按料单内所填仓号的先后顺序进行排料(矿石称量斗排料多不同时超过三个)。混装时先排一斗的球团或杂矿(排料单内球团或杂矿对应仓号的第一个斗),再排小烧或振大烧。当前一个称量斗闸门开启,发出空信号后,发出下一个斗排料指令。排料斗的闸门开到位延时Ts后,还未发出斗“空”信号,则发出下卡料报警信号。
4.1.4 矿石中间称量斗称量控制
矿石中间称量斗称量控制分三种情况:
①大烧结矿振动筛供料:
当矿石中间称量斗“空”,闸门关好,设定好则发出同侧烧结筛运转指令,称量值达到控制值(初始时为设定值的95%)时,烧结筛停机,称量结束。称量值达110%控制值时发出音响报警信号。振筛启动延时Ts后,还未发出斗“满”信号,则发出“上卡料”信号。
②矿石皮带机供料:
当矿石中间斗料一“空”,并且闸门关好,槽下翻板翻好,便发出矿石皮带机运转指令,当排料斗均放过料后,发出矿石中间斗装好信号,并发出皮带机停机指令。
③矿石皮带机和大烧结振动筛完成混装
当矿石中间斗料一“空”,并且闸门关好,槽下翻板翻好,便发出矿石皮带机运转指令,当相应的一个矿石排料斗放过料后,发出大烧结振筛启动指令,同时发出皮带机停机指令。当称量发出“满”信号时,发出矿石中间斗装好信号。
4.1.5 焦炭称量控制
当焦炭称量斗一“空”,闸门关好并设定好后,发出焦炭振动筛运转指令,开始称量,称量值达到控制值时(初始时为设定值的95%),发出振动筛停机指令,称量结束,若达110%控制值时,发出报警信号。振筛启动延时Ts后,还未发出斗“满”信号,则发出“上卡料”信号。
4.2 炉顶控制部分
4.2.1 炉顶控制范围及内容
(1)炉顶上至料罐下至探尺各设备的顺序控制。
(2)无料钟串罐式炉顶的装料及均压、放散控制。
(3)料流调节阀开度(γ角)、布料溜槽倾动角(α角)、布料溜槽旋转角(β角)的控制。
4.2.2 炉顶装料控制
上次布料结束且下密阀关到位后,程序发出申请装料信号,料车开始装料,受料斗满且料罐空,放散阀打开,在放散过程中,一旦打开放散阀并料罐内压力等于大气压力,则认为放散OK。放散OK后开上密阀,上密阀开到位后开柱塞阀,料车开始下料。延时一定时间后柱塞阀关闭,关放散阀,关上密阀,炉料装入料罐中后开均压阀开始均压。这时受料罐发允许料车上行信号。
4.2.3 炉顶布料控制
料罐满且上密关到位后,程序发出申请布料信号,此时探尺探测到设定料线后提探尺至零位。均压好后关均压阀。探尺提到零位后开始转动α、β。布料溜槽倾动的正常工作角度范围是13-53度。就地操作可以使溜槽倾角达到70度以便于拆卸溜槽。当溜槽倾角小于12度或大于54度时,溜槽停止移动和转动并发出报警,只有在报警清除后才可以继续移动。一旦降下探尺或探尺在高炉中时,溜槽倾角如果大于45度,必须锁定溜槽。为了使溜槽的定位精度达到±0.2度的要求,在程序中对溜槽的倾动速度进行处理,溜槽开始以大速度倾动,当与目标位置只相差2度时,以大速度的三分之一倾动,这样可以的定位到目标位置。溜槽的旋转由变频器驱动的交流电机驱动。正常情况下溜槽不停的旋转,如果溜槽的倾角位置达到了上限或下限,或者探尺在炉内时溜槽倾角大于45度,溜槽要立即停止旋转并报警。溜槽每4小时改变一次旋转方向,这样可以确保溜槽磨损平衡。PLC根据炉顶料单和槽下传送来的布料代号给出料流调节阀γ的设定开度,控制料流调节阀打开到设定开度开始布料,当接受到料罐清空信号,料流调节阀首先完全打开才能关闭。清空信号由射线检测和PLC的定时器共同完成,如果在料流阀打开后规定的时间后发出清空信号,则认为料罐已经清空,如果在规定的时间之前发出清空信号则认为是料罐堵塞,PLC将发出报警信号,该信号一直保持,只有料流阀完全打开并且确保料罐完全排空后才能解除。料流阀关闭后关下密阀,降下探尺检测料面,布料结束。
5、 结论
本文讨论了基于施耐德昆腾系列PLC的高炉矿槽炉顶上料系统的控制系统的控制情况,本控制系统已经在高炉生产得到了实际应用,满足了现场的生产工艺要求。操作画面简单方便,通过对料单设定画面的修改可以实现对矿石、焦碳配料参数及布料参数的设置与修改,并显示工艺所需要的数据。操作方式灵活,操作方式有自动、画面手动和现场就地操作。在该系统中,PLC充分发挥了其配置灵活、控制可靠、编程方便和可现场调试的优点,给整个系统的稳定给整个高炉生产带来了较大的作用。
西门子PLC,西门子CPU,西门子代理商,西门子授权代理商,西门子一级代理商