




西门子6ES7321-1EL00-0AA0技术参数
- 供应商
- 浔之漫智控技术-西门子PLC代理商
- 认证
- 手机号
- 15221406036
- 经理
- 聂航
- 所在地
- 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 更新时间
- 2024-05-08 07:10
西门子6es7321-1el00-0aa0技术参数
横火焰是指窑内火焰方向从一侧流向另一侧,横越熔窑的宽度。与玻璃液流方向垂直,用蓄热室作为余热回收设备。即助燃空气通过蓄热室预热后由小炉到达熔化池内.与天然气混合燃烧产生大量热量传递给混合料及玻璃液.烟气从熔窑一侧小炉排出.流经蓄热室的时候.将大量余热传给蓄热室内格子砖.砖的温度随着通过烟气的时间延长逐渐升高,经过一段时间的加热后.换向闸板改变烟气和助燃空气流向。
玻璃的熔制是一个非常复杂的过程.它包括一系列物理化学现象和反应。这些现象和反应.使各种原料的机械混合物变成了复杂的熔融物即玻璃液。大致可分为5个阶段:硅酸盐形成、玻璃形成、澄清、均化和冷却。对于连续生产的玻璃池窑.玻璃形成过程的各个阶段是在池窑的不同部位.同一时间内进行的.玻璃液在不同阶段有不同的物理化学反应.对温度有不同的要求。因此温度是影响玻璃熔制质量的主要因素.必须沿池窑的纵向。根据玻璃熔制要求建立有利于玻璃熔制的稳定的温度曲线。
玻璃熔制过程中.玻璃液面有一规定高度.要求稳定.其上下波动范围要求在±0.5mm之内。在正常情况下.玻璃液面的波动说明投料量有波动.会造成窑内温度的波动。玻璃液面的波动.一方面影响成型作业的稳定。从而影响玻璃的产量和质量:另一方面会加剧对池壁耐火材料的侵蚀.这不仅污染玻璃液造成许多缺陷.还会缩短熔窑使用寿命。
窑炉内压力大小、稳定程度也对炉内温度、液面高低即液位有影响。笔者希望窑内压力在熔化部接近玻璃液面处是零压,并要求稳定。这样既没有冷空气吸入.也没有火焰从空口逸出。但零压是临界状态.较难控制.通常控制在微正压范嗣内。玻璃窑炉的投资昂贵.作为高温设备.在它服务期限内不能轻易地停工检修和进行更换改造⋯而玻璃熔化过程的复杂性、干扰因素众多、干扰来源不易确定、调整措施见效滞后.都使得玻璃窑炉的稳定运行极为困难。生产工厂的经济效益将在很大程度上取决于玻璃窑炉的生产状态。为此.玻璃窑炉要求功能齐全、性能可靠的控制系统来保证工艺参数的稳定。
1窑炉自动控制系统
窑炉控制系统必须保证窑炉的温度、压力、液位、燃烧系统的流量等热工参数的稳定.保证燃烧过程中的正常换向。在安全的前提下.控制系统对参数的控制精度是衡量整套系统的一个重要指标.目前有采用plc控制系统和由单回路控制器冗余控制主要t艺参数。用小型plc冗余控制换向过程:有使用dcs控制系统.用一台微型plc冗余控制换向过程。随控制技术的发展,基于plc的dcs系统目前在国内外都得到了广泛的应用.可编程控制器(plc)与dcs控制系统的界限区别也越来越模糊。
2温度控制系统
温度控制系统包括熔化池温度控制、工作池温度控制、通道温度控制。因窑炉是一个较大的热t对象.各个地方的温度有很大的差异.无法全部进行测量.只能由工艺人员选择关键点的测量值进行加权平均作为温度过程值(pv),并把这个pv作为被控量改变燃料流量。以维持该平均值的稳定。因此它义包含了燃气控制和助燃空气控制。
2.1熔化池温度控制原理
温度设定值(sp)与温度过程值(pv)之间的偏差经控制器运算后.得出一个输出值作为燃气控制系统的设定值.同时乘以一个空燃比系数作为助燃空气的设定值,再经pid控制器运算后调整各自的流量控制阀。保证正常的燃烧状况.进而得到稳定的温度。这样就形成了温度和燃气的串级控制。在实际工作中.经常使用两种方式控制熔化池温度,一是自动控制天然气总流量,手动分配各小炉天然气流量的方式。图2所示为控制天然气总管流量控制熔化池温度的方块图。
s7300plc 的下载
首先要选择正确的下载路径,即设置pg/pc 接口:
在“simatic manager" 主菜单“option "的下拉菜单中选择“set pg/pc interface",或者打开操作系统的控制面板“start?control panel", 同样打开“set pg/pc interface"进行设置。如图5,图6。

图5:在step7 中设置pg/pc 接口
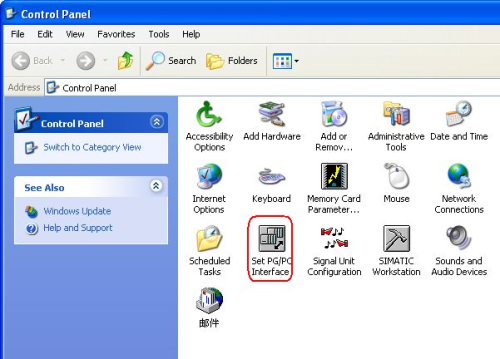
图6:控制面板pg/pc 接口设置
在pg/pc 接口设置中,根据所选的下载方式(mpi/profibus/ethernet )和pc 所使用的硬件(pc适配器/cp5613/cp5512 等)来设置正确的接口参数。详细设置方法可参考西门子自动化与驱动集团技术支持与服务网站网上课堂plc 课程中的“ 如何使用pcadapter cp5611 cp5511 cp5512 建立step7 与plc 通讯"这篇文章。 打开 主页,进入技术资源库的网上课堂即可下载。
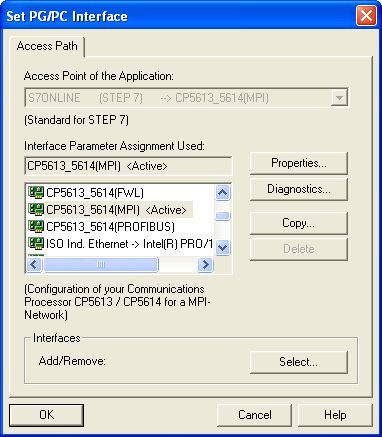
图7: set pg/pc interface 设置窗口
b. simatic pc 站的组态
步骤一:配置pc 站的硬件机架当simatic net 软件成功安装后,在pc 机桌面上可看到stationconfigurator 的快捷图标,同时在任务栏(taskbar)中也会有station configuration editor的图标。

图8: station configurator 桌面快捷图标 图9: 任务栏中的图标
1) 通过点击图标打开station configuration editor 配置窗口
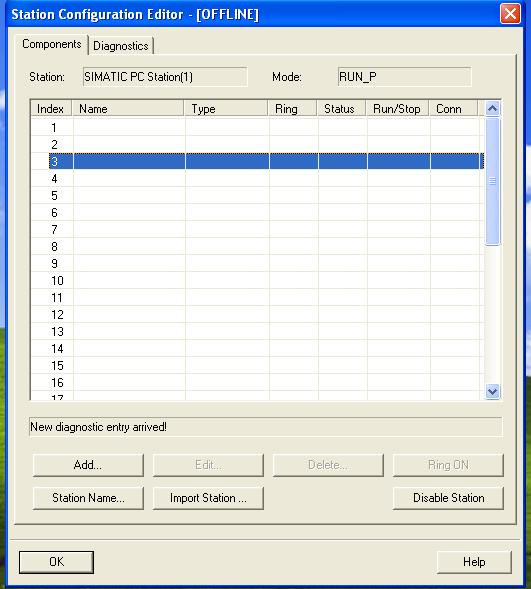
图10:station configuration editor 配置窗口
2) 选择一号插槽,点击add 按钮或鼠标右键选择添加,在添加组件窗口中选择opc server 点击ok 即完成。
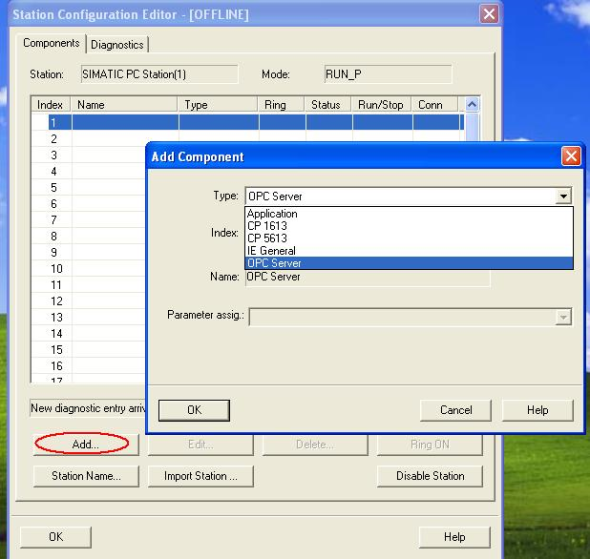
图11:添加opc server
3) 同样方法选择三号插槽添加cp1613

图12: 添加cp1613
插入cp1613 后,即弹出其属性对话框。设置网卡参数,如ip 地址,子网掩码等。

图13: 网卡属性即参数设置
| 首先,我先自我声明,我是一个连初中都没上完的人,2005年我上初二,因为一些原因,我不想上学了,没有为什么,至此我走上了电工的道路。 刚开始我是在一家工厂做维修,这个工厂属于我们这地区的类企业,属于民营,从不招工,进去的人必须得有关系,刚刚去的时候,我还不满十八岁,但由于我爸是当时的电工组长,所以安排我进入了一条生产线跟一位师傅来到了电工班,但我爸就把我领进来就不管我了,可能当初我爸的思想就是让我受点苦,瞧一瞧不上学是什么后果,我当初却没这么想,我想的是我终于摆脱了那个制造学习机器的地狱。 我进入厂里跟着一个姓胡的师傅,外号胡八万,其实也不是让我跟着他,只不过当时只有他和我年龄差的少,感觉还有点话题,我当时还打听了一下那个外号的来历,据说有一次打麻将他刚过去站在一个人身后看,那个人正好缺一张八万就胡了,然后胡八万不知道哪根筋搭错了说了一句,我在这你就胡不了,然后胡八万就这样诞生了。扯远了,我在扯回来。 当时一共有四条生产线,我来到的这一条正在拆除,准备上一条更先进点的生产线,我当时什么都不懂,甚至什么是按钮,接触器,一窍不通。 当时我爸给了我一个按钮,一个接触器,220v的,也不怕电到我,对我说“让这个按钮控制这个接触器动作。”然后就出去工作了,我看了看这个东西,以前在家里也见过,但要说这是干什么的,我还真不知道,后来胡八万过来给我画了一张图,就是单机启动,然后指给我看那个接口在哪,我就这样实现了次的控制,也许就是一上午的时间,我把自锁也弄明白了,在半个月后,我完成了一个星三角启动柜的配制,当初不懂什么是降压启动,只是按照电路图配了出来,而且是一次成功,到现在为止我还以这个事而自豪,因为我全是自己学习的,至于老师,我感觉就是兴趣,不是说其他人的帮助不重要,而是一个人有了兴趣就会全力的投入,某国的教育从不培养兴趣,读死书,死读书是不行的。 好吧说了那么多废话,我的主要意思是先培养兴趣然后在来学习。 看下面文前请先了解几条注意事项。
怎样学习plc 其实还有很多种在这不一一列举,三菱有fx1n fx1s fx2n(已经停产) fx3u
首先我们要有一个项目,什么项目呢,有人给了我一个图让我改造成plc控制
这就是把现实中的点挪到plc中用软元件的方式做了一系列的逻辑运算方式然后输出一个结果。
|










