




6GK7343-1EX30-0XE0技术参数
- 供应商
- 浔之漫智控技术-西门子PLC代理商
- 认证
- 企业认证实名实力商家
- 报价
- 请来电询价
- 关键词
- 西门子代理商,西门子模块代理商,西门子一级代理商,西门子中国代理商
- 联系电话
- 15221406036
- 手机号
- 15221406036
- 微信号
- 15221406036
- 邮箱
- 3064686604@qq.com
- 经理
- 聂航
- 所在地
- 上海市松江区广富林路4855弄星月大业领地88号3楼
- 更新时间
- 2026-05-24 07:10
6GK7343-1EX30-0XE0技术参数
开放式接口
WinAC提供标准的OPC控件接口及Active X控件接口,对于我们的应用提供了*的方便。
OPC 过程控制OLE 是一种通过WINOOWsNT应用程序自动存取数据的标准,也是WinAC的标准特性。使用OPC服务器可以访问控制驱动程序中的过程数据:ActiveX 控件接口,不用编程直接从OLE 标准应用程序访问过程数据。这种功能使得我们可以在软件开发中借助于语言VisualBasic进行更复杂的应用开发。
计算功能
WinAC提供强大的计算功能,与工业过程数据,之间建立起一条工作数据链路。使得上位计算机能够实时处理过程数据,完成复杂的测量控制与故障分析计算,并能够在VisualBasic中创建自己的HMI 前端或在大家熟知Excel中做统计分析。在过程控制和PC 应用程序之间管理数据信息**。允许、简便地访问并能显示和修改过程数据。对于数据处理量大,要求内存高的过程控制系统,一般的PLC控制器难以胜任的工作,用WinAC则可以轻松解决,这是我们选用WinAC的理由,也是SIEMENS给我们提供了一个合适而且经济的解决方案。
四、系统原理结构

全系统成型机共有18台机组,每台机组配备一台TD-200和CPU224控制器,用于本机运行速度。面皮厚度的测控及参数显示与给定设定,其中9台轧面机的PLC兼控面皮厚度,实现面皮厚度闭环控制。18台PLC与18台变频器分布于生产全线,全部控制设备配备了-DP通讯接口板,通过一条高可靠的PROFIBUS-DP现场总线组网,实现统一的网络结构,分布式的控制系统,方便的就地控制与操作。
除每台机组可以单独设定参数并监控运行数据外,成型机控制区设有一台触摸式人机界面,通过PROFIBUS-DP网络负责对成型区全部设备的实时监控。在烘炉区设一台15寸的屏式计算机,通过PROFIBUS-DP对全生产线的设备进行人机操作与监控、人机对话、数据存贮、报表打印、生产管理。
全生产线的主控制器是*控制器WinAC, 担负着生产线的主控PROFIBUS-DP网络管理及网络服务器的任务控制系统的软件核心配方数据库均由WinAC控制器完成为避免报表、打印、人为操作对控制系统产生无法预测的影响,本系统采用了在软件WinAC控制系统基础上研制的硬件控制器--WBC416, 除保存了基于PC自动化完整的优点与特点外,更有设计坚固、可扩展性强、坚固的外壳设计电子硬盘无风扇结构的特点。整体的结构设计针对抗振动抗冲击的高防护等级。集成的接口:USB、 10/100M以太网接口、PROFIBUS-DP/MPI工业现场总线系统铸就了其主控制器的地位也保证了系统的与。
轧面机面皮厚度控制系统
轧面皮厚度测控系统由光栅传感器、PLC 、步进电机组成闭环实时监控系统。
面皮厚度通过KA-300光栅检测,检测精度为0.02mm。
厚度反馈值由PLC处理后进行PID计算并控制步进马达,形成闭环控制系统,消除机械累积误差。
闭环控制系统能够实时在线校正厚度。**产品质量。
五相步进马达,步角0.72度 输出频率9KHz,V=1.95 A=0.75 N.M=0.45(4.5公斤力)

烘炉温度控制系统
烘炉温度分为8个区每区温度都是一个闭环测控系统并配备有智能算法控制精度
可达到+1OC.
的热电偶模块进行温度采集面温与底温分别控制
控制可控硅调功器从而控制温度.
SCR调功器的输入信号为0—10V, 输出功率可连续调节三相平衡式调功器共8个调
功器
温区烟囱根据配方调节开度进行**控制
自动检测钢带打滑并自动调整
智能闭环控制算法,自适应参数整定功能
中控站可进行温度设定与温度监视

西门子电机6SL3120-1TE26-0AA3
1前言
近几年来,PLC 因其可靠性高、编程简单、抗干扰强等优点在工业控制领域得到了广泛应用。但PLC在人机交互性能方面较弱,而工业控制计算机具有良好的人机界面及控制决策能力,因此,将二者结合起来可有效实现整个生产过程的综合控制。
为了在DCS和PLC之间实现双向数据传输,完成逻辑联锁控制,那么解决DCS和PLC之间的数据通信成为系统成败的重要因素。
2通信协议
2.1 TPS系统协议
TPS系统支持两种技术协议,一种是Modicon公司的Modbus协议,一种是Allen-Bradley(以下简称A-B)协议.使用A-B协议时设备端需配置支持AB公司全双工DF1协议接口。Modicon公司的Modbus协议可以在不同网络之间通信,支持的网路包括Modbus,Modbus+工业以太网,以及标准网路:WAP和以太网。网络间通过设备的内置端口或网络适配器等来相互访问。基于Modbus协议的各设备采用主从技术通信。网路中某一台机器作为主机发请求,其他及其机器作为从机做出应答,主机可以寻址个独立从机,也可以向所有从机广播,被寻址的从机向主机返回
消息,Modbus协议建立了主机发出查询请求的格式:包括从机地址,功能码,数据,校验;从机响应消息的格式为从机地址,功能码,数据,校验;如果发生错误;从机将返回一条出错消息。一般来说。通讯数量少且要以文本为主的通讯采用ModbusASCII规约,通讯数量大且是二进制数值时则采用ModbusRTU模式通讯。消息中的每个字节包含两个十六进制数,本系统中Tps系统采用的是Modbus RTU规约,一条Modbus网络中可以容纳16个节点,但只允许在一个主设备即DCS控制器.
2.2 Modbus 通信传输
有两种传输方式:一种是ASCⅡ模式:当控制器设为在Modbus网络上以ASCII美国标准信息交换代码)模式通信,在消息中的每个8Bit字节都作为两个ASCII字符发送。这种方式的主要优点是字符发送的时间间隔可达到1秒而不产生错误.
另一种是RTU模式:当控制器设为在Modbus网络上以RTU(远程终端单元)模式通信,在消息中的每个8Bit字节包含两个4Bit的十六进制字符。这种方式的主要优点是:在同样的波特率下,可比ASCII方式传送更多的数据。
2.3 TPS系统SI FTA
TPS系统SI卡的FTA有两种,Moudbus SI FTA的串行接口支持Moudbus的RTU协议,使用的通信
方式是ELA-232D或者EIA-422.485D,同时也支持PLC的多分支网络结构。SI与子系统进行直接的数据通讯,子系统的数据可被采集到APM和HPM中,这些数据可以直接用于数据采集或者用于控制策略中。
2.4 通信接口
标准的Modbus口是使用RS-232C兼容串行接口,它定义了连接口的针脚、电缆、信号位、传输波特率、奇偶校验。控制器能直接或经由Modem组网。TPS系统和西门子PLC系统都有开放的硬件接口和通信协议,具有良好的兼容性。TPS系统提供SI串行接口卡,带有1个RS一232接口和1个RS一485/422接口,现采用RS一485口。该串行口可接l5台子系统,通信距离可达1200m。西门子PLC系统提供通信卡CP341一RS422/485,可进行串行口数据的收发。
3硬件方案的实施
3.1系统网络构建
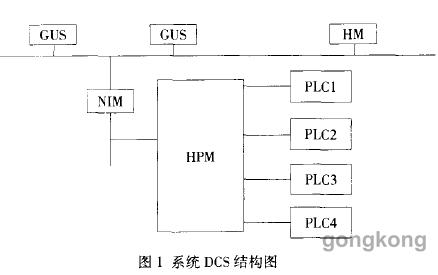
由于在我公司使用的DCS系统中,以TPS的系统居多,在PLC方面以S7-300为例,所以本系统设计结构:2台GUS操作站互为备用;1台NIM负责GUS和过程控制器HPM通信;1台HM为历史模件。过程控制级由1套HPM及几套PLC组成。1个PLC主要负责1个包单元,HPM负责其它所有模拟数字点的检测和控制。TPS系统和西门子PLC系统由SI卡连接,通过RS一485口进行数据的发送和接收,这样主控就能更加准确的了解装置的运行情况,尤其是对包单元设备的了解。并能进行远程控制.在此由4个包单元,4个PLC为例,TPS系统安装在控制室,PLC系统则安装在现场.如图1所示:
3.2 通信模件的连接
TPS SI(串行接口)模件和西门子PLC CP341一RS422/485(Modbus接口)模件之间的连接,如图2所示:

4软件的实施和寻址
在TPS系统中,是通过ARRAY点来建立与外部
PLC通信和进行数据存取。
建立通信的主要参数如下:
SI FTA NUMBER:现场PLC串行接口的FTA号
(1,2):
SERIAL LINKDEVICE ADDRESS:现场PLC系
统的硬件地址;
START INDEX:根据Modbus设备的线圈地址所
决定的ARRAY点读写数据的个点的地址;
AUXDATA参数决定Modbus接口的一些特性;
AUXDATA1:保持地址(00001~09999)在激活状态;
AUXDATA2:信息反应时间(0.25~0.5s),可以保持其默认值;
AUXDATA3:通信方式(RS一232/RS一485);
AUXDATA4:波特路率及奇偶校验。
S7-300的Modbus协议中寄存器地址被分配成不同的窗口,每个窗口可分配若干个点,具体分配由PLC编程决定,系统有专用的通讯模块,如有可读写模块FCO1、FC05、FC15,还有只读模块FC02等。这样就可以通过TPS中的STARTIN—DEX和PLC编程方提供的地址,将两者联系起来,建立良好的通信。按照上面分析对TPS进行相应的设置,则该系统中的TPS系统就可以和四个包单元的PLC进行通信的,对于PLC系统的开关同样可作出相应的设置:系统断电,重新启动,TPS系统的ARRAY点可与PLC中的相应地址进行读写操作.
5 结束语
采用以上方法,解决了TPS系统与西门子PLC的通信问题,并构建了一个系统网络.在此过程中要确保PLC和DCS的通讯速率一致,要保证通讯地址的有效性,确保硬件、软件可靠和稳定.这种DCS加PLC系统的控制结构为用户提供了一种经济可行的模式,既节约了资金又得到较好的控制效果。目前DCS应用相当广泛,但在一些场合,比如开关量较多、安全可靠性要求不是很高、信号比较集中等场合,DCS并不是选择,这时候也可以考虑PLC和DCS相结合的方法.
逻辑指令的基本结构 |
 |
在实际应用中,有些指令没有数据(例如 ANB,ORB,END,NOP 等)。 |
 |
2. 触点串联指令 |
 |
3. 触点并联指令 |
 |
4.支路并联联接指令 |
 |
比较方法1和方法2,方法1分支间的关系更为清晰、直观,且不易出错,推荐使用。 |
 |
比较方法1和方法2,方法1分支间的关系更为清晰、直观,且不易出错,推荐使用。 |
 |
7. 脉冲输出指令 |
对应时序: |
在计数器或移位寄存器需外触发信号复位和移位时,常使用PLS指令,以获得宽度合适脉冲触发信号。(计数器和移位寄存器对复位信号要求较高,既不能太短,也不能太长。太短,PC采集不到信号,从而无法实现复位,太长,计数器和移位寄存器始终处于复位状态,会产生漏计数或少移位的现象)。 |
 |
9.置位及复位指令 |
 |
10. 主控指令 |
 |
11.条件跳步及跳步结束指令 |
 |
3)指令使用说明: |
 |
在跳步程序中包含定时器,分两种情况考虑: |
 |
相应指令表中“LDX002”, 改为“NOP”,并相应地,将其后的“AND X003”,改为“LD X003”。 |
西门子PLC模块,变频器,触摸屏,交换机
从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务,工业自动化设备安装,工业自动化控制设备、电气设备、机申设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售,商务信息咨询,软件开发,建筑装修装饰建设工程专业施工,建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售。
本公司销售的一律为原装正品,假一罚十,可签正规的产品购销合同,可开增值税发票,税点另外算,24小时销售热线:15221406036 本公司销售的一律为原装正品假一罚十可签正规的产品购销合同可开增值税发票税点另外算24小时销售热线15221406036 西门子触摸屏代理商,西门子一级代理商,西门子中国授权总代理 ----浔之漫智控技术(上海)有限公司 本公司专业经销合信/CO-TRUST科思创西门子PLC;S7-200S7-300 S...
