西门子S120电机驱动模块6SL3120-1TE31-3AA3
- 供应商
- 浔之漫智控技术-西门子PLC代理商
- 认证
- 报价
- ¥666.00元每件
- 手机号
- 15221406036
- 经理
- 聂航
- 所在地
- 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 更新时间
- 2024-05-08 07:10
西门子s120电机驱动模块6sl3120-1te31-3aa3
s7-300的数据类型主要有基本数据类型,复杂数据类型和参数数据类型。基本数据类型的长度不超过32位。复杂数据类型是由其他基本数据类型组合而成的,长度超过32位的数据类型。
参数数据类型主要是用于功能fc或功能块fb的数据类型,这些数据类型主要有pointe指针类型,6字节指针类型,传递数据块号和数据地址,any指针类型,10字节指针类型,传递数据块号、数据地址、数据数量以及数据类型。
s7-300f 满足下列安全要求:
要求等级 ak 1 - ak 6 符合 din v 19250/din v vde 0801
安全要求等级 sil 1 - sil 3 符合 iec 61508
类别 1 - 4 符合 en 954-1
另外,标准模块还可用在 s7-300f及故障安全模块中。因此它可以创建一个全集成的控制系统,在非安全相关和安全相关任务共存的工厂中使用。使用相同的标准工具对整个工厂进行组态和编程。
一、s7-300plc的种类
种类 | 图片 | cpu系列号 | 功能简介 |
s7-300 通用型 |
| cpu 312 cpu 314 cpu 315-2 dp cpu 315-2 pn/dp cpu 317-2 dp cpu 317-2 pn/dp cpu 318-2 dp | 模块化微型plc 系统,满足中、小规模的性能要求 各种性能的模块可以非常好地满足和适应自动化控制任务 简单实用的分布式结构和多界面网络能力,使得应用十分灵活 方便用户和简易的无风扇设计 当控制任务增加时,可自由扩展 大量的集成功能使它功能非常强劲 |
s7-300c 紧凑型 |
| cpu 312c cpu 313c | 带集成数字量输入和输出的紧凑型cpu |
s7-300f 故障安全型 |
| cpu 315f-2dp cpu 315f-2 pn/dp cpu 317f-2 dp cpu 317f-2 pn/dp | 故障安全型自动化系统,满足工厂日益增加的安全需求 基于s7-300 以连接带有安全相关的模块的et200s和et200m分布式i/o 此外,还有用于与安全无关应用的标准模块 |
s7-300t 技术型 |
| cpu 315t-2dp cpu 317t-2 dp | 具有智能技术/ 运动控制功能的simatic cpu 具有标准cpu 315-2 dp、cpu 317-2 dp的全部功能 能满足系列化机床、特殊机床以及车间应用的多任务自动化系 **用于同步运动序列,例如与虚拟/ 实际主设备的耦合、减速器同步、凸轮盘或印刷点修正。 与集中式i/o 和分布式i/o 一起,可用作生产线上的中央控制器 在profibus dp 上实现基于组件的自动化中实现分布式智能系统 带有本机i/o,可实现快速技术功能( 例如凸轮切换,参考点探测) profibus dp(drive) 接口,用来实现驱动部件的等时连接 控制任务和运动控制任务使用相同的s7 应用程序( 无需其它编程语言就可以实现运动控制) 需要“s7technology”软件包 |
siplus s7-300 宽温度型 |
| siplus cpu312c siplus cpu 313c siplus cpu 314 siplus cpu 315-2 dp siplus cpu 315-2 pn/dp siplus cpu 317-2 pn/dp siplus cpu 315f-2 dp siplus cpu 317f-2 dp | 用于恶劣环境条件下的plc 扩展温度范围从-25°c 到+70°c 适用于特殊的环境( 污染空气中使用) 允许短时冷凝以及短时机械负载的增加 s7-300采用经过认证的plc 技术 易于操作、编程、维护和服务 特别适用于汽车工业、环境技术、采矿、化工厂、生产技术以 低成本的解决方案 |
一、s7-300 plc系统组成
系统组成:

6es7322-1ff01-0aa0技术介绍
| 电源模块 (ps) (选件) |
| 为s7-300/et 200m提供电源 将120/230v交流电压转变到所需要的24伏直流工作电压 输出电流2a、5a、10a |
| 中央处理单元 (cpu) |
| 多种cpu,有各种不同的性能,例如,有的cpu 上集成有输入/输出点,有的cpu上集成有profibus-dp通讯接口等。 |
| 接口模块 (im) |
| 用于连接多机架配置的 simatic s7-300 的机架。 *多配置4个机架。每个机架*多可以插入8个模块。在4个机架上*多可安装32个模块。 im 365 im 365/im 361 |
| 信号模块 (sm) |
| 用于数字量和模拟量输入/输出 |
| 通讯处理器 (cp) |
| 用于连接网络和点对点连接 |
| 功能模块 (fm) |
| 用于高速计数,定位操作(开环或闭环控制) 和闭环控制。 |
| 存储器 |
| mmc |
| din标准导轨 |
| 用于模块安装 |
| 前连接器 |
| 用于简单而方便地连接传感器和执行器 更换模块时允许保持接线 采用编码元件以避免更 分为20针、40针两种 |
二、s7-300 plc的结构特点
1、模块化设计
模块化微型plc 系统,满足中、小规模的性能要求
各种性能的模块可以非常好地满足和适应自动化控制任务
简单实用的分布式结构和多界面网络能力,使得应用十分灵活
方便用户和简易的无风扇设计
当控制任务增加时,可自由扩展
大量的集成功能使它功能非常强劲
2、安装简单、维护方便
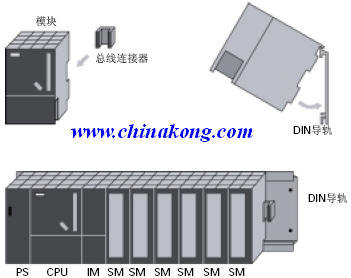
din标准导轨安装:只需简单地将模块钩在 din标准的安装导轨上,转动到位,然后用螺栓锁紧。
集成的背板总线:背板总线集成在模块上,模块通过总线连接器相连,总线连接器插在机壳的背后。
更换模块简单并且不会弄错:更换模块时,只需松开安装螺钉。很简单地拔下已经接线的前连接器。在连接器上的编码防止将已接线的连接器插到其他的模块上。
可靠的接线端子:对于信号模块可以使用螺钉型接线端子或弹簧型接线端子
top连接:采用一个带螺钉或夹紧连接的1至3线系统进行预接线。或者直接在信号模块上进行接线。
确定的安装深度:所有的端子和连接器都在模块上的凹槽内,并有端盖保护,因此所有的模块都有相同的安装深度。
没有槽位的限制:信号模块和通讯处理模块可以不受限制地插到任何一个槽上,系统自行组态。
灵活布置:机架(cr/er)可以根据**布局需要,水平或垂直安装。
独立安装:每个机架可以距离其他机架很远进行安装,两个机架间(主机架与扩展机架,扩展机架与扩展机架)的距离*长为10 米。
如果用户的自控系统任务需要多于8个信号模块或通讯处理器模块时,则可以扩展 s7-300机架(cpu314以上)
plc程序设计一般分为以下几个步骤: 1. 程序设计前的准备工作 程序设计前的准备工作就是要了解控制系统的全部功能、规模、控制方式、输入/输出信号的种类和数量、是否有特殊功能的接口、与其它设备的关系、通信的内容与方式等,从而对整个控制系统建立一个整体的概念。接着进一步熟悉被控对象,可把控制对象和控制功能按照响应要求、信号用途或控制区域分类,确定检测设备和控制设备的物理位置,了解每一个检测信号和控制信号的形式、功能、规模及之间的关系。 2. 设计程序框图 根据软件设计规格书的总体要求和控制系统的具体情况,确定应用程序的基本结构、按程序设计标准绘制出程序结构框图,然后再根据工艺要求,绘出各功能单元的功能流程图。 3. 编写程序 根据设计出的框图逐条地编写控制程序。编写过程中要及时给程序加注释。 4. 程序调试 调试时先从各功能单元入手,设定输入信号,观察输出信号的变化情况。各功能单元调试完成后,再调试全部程序,调试各部分的接口情况,直到满意为止。程序调试可以在实验室进行,也可以在现场进行。如果在现场进行测试,需将可编程控制器系统与现场信号隔离,可以切断输入/输出模板的外部电源,以免引起机械设备动作。程序调试过程中先发现错误,后进行纠错。基本原则是“集中发现错误,集中纠正错误”。 5. 编写程序说明书 在说明书中通常对程序的控制要求、程序的结构、流程图等给以必要的说明,并且给出程序的安装操作使用步骤等 |
1. plc的硬件设计
plc硬件设计包括:plc及外围线路的设计、电气线路的设计和抗干扰措施的设计等。
选定plc的机型和分配i/o点后,硬件设计的主要内容就是电气控制系统的原理图的设计,电气控制元器件的选择和控制柜的设计。电气控制系统的原理图包括主电路和控制电路。控制电路中包括plc的i/o接线和自动、手动部分的详细连接等。电器元件的选择主要是根据控制要求选择按钮、开关、传感器、保护电器、接触器、指示灯、电磁阀等。
2. plc的软件设计
软件设计包括系统初始化程序、主程序、子程序、中断程序、故障应急措施和辅助程序的设计,小型开关量控制一般只有主程序。首先应根据总体要求和控制系统的具体情况,确定程序的基本结构,画出控制流程图或功能流程图,简单的可以用经验法设计,复杂的系统一般用顺序控制设计法设计。
3. 软件硬件的调试
调试分模拟调试和联机调试。
软件设计好后一般先作模拟调试。模拟调试可以通过仿真软件来代替plc硬件在计算机上调试程序。如果有plc的硬件,可以用小开关和按钮模拟plc的实际输入信号(如起动、停止信号)或反馈信号(如限位开关的接通或断开),再通过输出模块上各输出位对应的指示灯,观察输出信号是否满足设计的要求。需要模拟量信号i/o时,可用电位器和万用表配合进行。在编程软件中可以用状态图或状态图表监视程序的运行或强制某些编程元件。
硬件部分的模拟调试主要是对控制柜或操作台的接线进行测试。可在操作台的接线端子上模拟plc外部的开关量输入信号,或操作按钮的指令开关,观察对应plc输入点的状态。用编程软件将输出点强制on/off,观察对应的控制柜内plc负载(指示灯、接触器等)的动作是否正常,或对应的接线端子上的输出信号的状态变化是否正确。
联机调试时,把编制好的程序下载到现场的plc中。调试时,主电路一定要断电,只对控制电路进行联机调试。通过现场的联机调试,还会发现新的问题或对某些控制功能的改进