


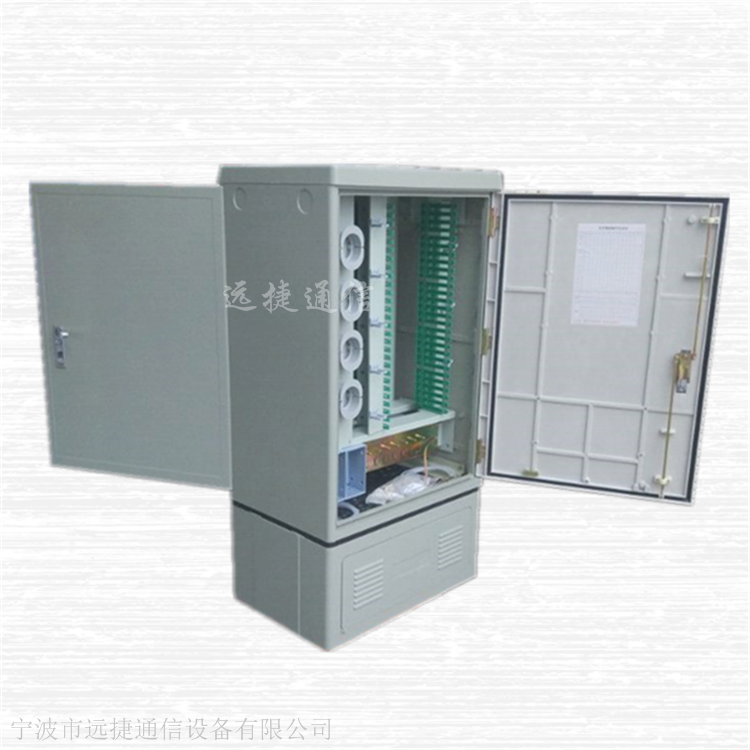
960芯光交箱
- 供应商
- 宁波市远捷通信设备有限公司
- 认证
- 报价
- ¥1.00元每台
- 品牌
- 远捷通信
- 型号
- 齐全
- 产地
- 浙江慈溪
- 联系电话
- 0574-63609303
- 手机号
- 13819896675
- 经理
- 李超
- 所在地
- 慈溪市观海卫镇南大街23弄19号(注册地址)
- 更新时间
- 2025-01-10 07:58
960芯光交箱
光缆交接箱使用安装说明、光缆交接箱、光交箱、不锈钢光缆交接箱、无跳接光缆交接箱、三网合一光缆交接箱scm、不锈钢、冷轧板、48芯144芯288芯576芯720芯1152芯
免跳接72芯光缆交接箱使用安装说明无跳接、三网合一、三合一、免跳接、壁挂式、落地式、挂墙式、室外型
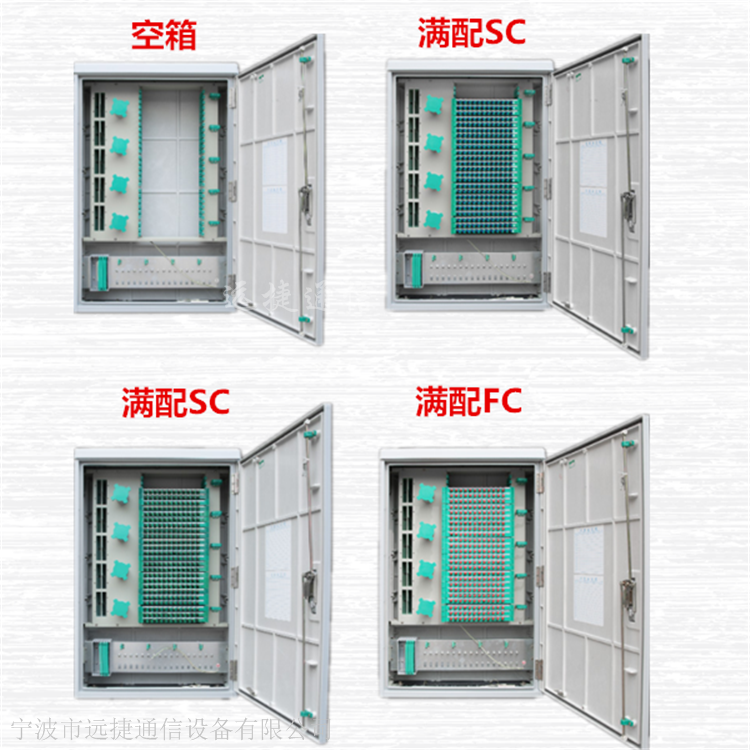
免跳接72芯光缆交接箱使用安装说明分光箱,光交箱,光缆交接箱,光纤交接箱,光缆接线箱电信smc72芯光缆交接箱《空箱价格》 电信smc72芯光缆交接箱《空箱价格》
交接箱及基座的安装规范:
(1)交接箱安装必须坚实、牢固、安全可靠,箱体横平竖直,箱门应有完好的锁定装置。
(2)交接箱装配应零配件齐全,端子牢固。
(3)交接箱编号、光缆及纤芯编号等标志应正确、完整、清晰、整齐。
4、基座砂浆抹面:批荡在没有特殊的情况下一般采用标号为100#的砂浆,内批荡厚度达到1.5cm,外批荡厚度达到2cm,抹墙体要严密、贴实、光滑、不空鼓、无飞刺、无断裂。如井四周有泛水等特殊情况,要加大水泥标号和加厚外批或加防漏剂。
5、基座预埋铁:穿钉的规格、位置符合设计规定,在交接箱的基座四角上有预先铸好的地脚螺丝(螺栓m12x30)用来固定交接箱。并在基座中央预留一个长方洞(822mm×622mm)作光缆的出入口。














使用和维护
1、 使用原理图:
2、光缆从箱体底部进线孔进入光缆交接箱,光缆进入箱体后在距箱体底部50mm处开剥,开剥长度600mm,如图所示:
3、 光缆固定至底部光缆引入单元。
4、主光缆进入一体化熔接配线单元,在此与尾纤熔接。
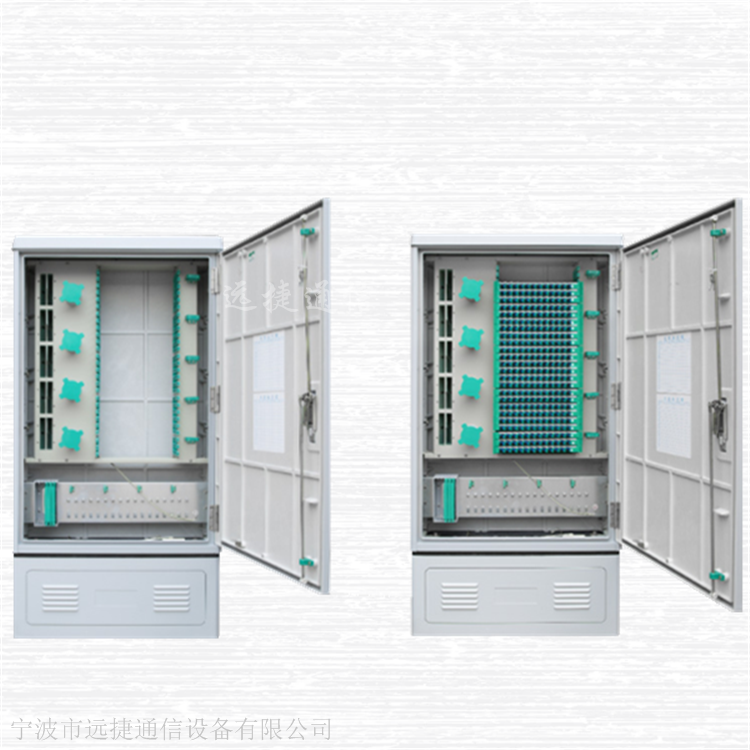
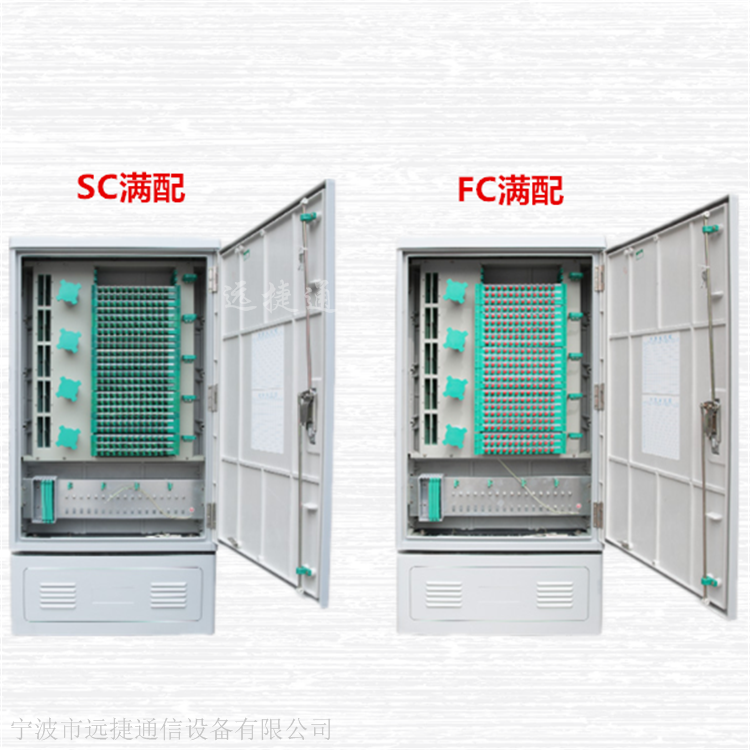
5、一体化熔配单元为抽屉式结构。熔接时将单元抽出,操作完毕后,将单元推进滑槽,推到底时,单元将自动锁定,每个一体化熔接下来配线单元可卡12位fc或sc适配器,同时可熔接12芯光纤。
6、每个单元盖板上贴有熔接标识记录表。每熔接完一个单元,须作好熔接记录。
7、光纤线路的连接和调度均通过交叉连接,用双头尾纤在箱体正面实现。双头尾纤选择不同长度系列适应跳线。
注意
1、光缆交接箱用于室外光缆的连接、分配和调度。箱体应安装在坚固牢靠的固定基座上,以便于安装和调度。
2、光缆余长在箱体内应保持自然弯曲,其曲率半径应大于40毫米。
3、光缆固定后,将加强芯固定在加强芯柱上,并将其可靠接地。
4、在操作小直径光纤时应小心,以免刺破皮肤,特别是眼睛部位。
5、在光纤传输光能量时,建议不要直接观看光纤和光纤连接器端面,除非安全能量输出等级已得到保证
光交箱材料:
smc是sheet molding compound的缩写,即片状模塑料。主要原料由smc专用纱、不饱和树脂、低收缩添加剂,填料及各种助剂组成。它在二十世纪六十年代初首先出现在欧洲,在1965年左右,美、日相继发展了这种工艺。我国于80年代末,引进了国外先进的smc生产线和生产工艺。smc具有优越的电气性能,耐腐蚀性能,质轻及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子/电气等行业中。
gtgxf通信光缆交接箱材料与处观---该箱体采用smc不饱和聚脂玻璃纤维材料经高温一次模压成型,箱体表面平整光滑,颜色均匀,不易刮伤。具有高强度、耐腐蚀、耐老化的特点。能抵御剧变气候和恶劣环境的影响。
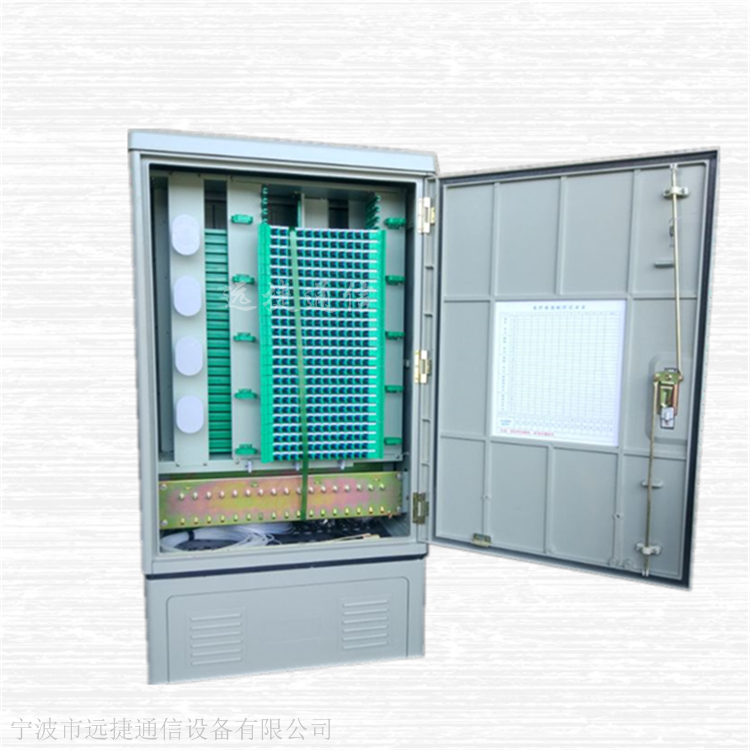
使用双层熔接配线盘,充分利用了盘的上下两面,集熔接和配线于一体,可采用卡式安装fc、sc 型适配器。每盘可安装12个适配器,适配器倾斜30°角在光纤熔接配线盘内,可保证光纤的曲率半径。
适用于普通光缆和宽带光缆,空间布线大,所有光缆、光纤走线在任何位置都能有效保护。
箱门门锁具有良好的防破坏功能,启闭灵活可靠,箱门开启角度120°,密封性能好外箱体采用smc不饱和聚脂玻璃纤维。板厚1.5mm,内层采用1.5mm冷扎钢板,均从上海宝钢采购。
工艺过程
该箱体采用smc不饱和聚脂玻璃纤维材料经高温一次模压成型,增强模块塑料在高温高压下固化成型。smc系列模塑料成型工艺:模压成型温度:150±5 保压时间:60-70s/mm 模压压力:10-20mpa具体工艺视产品和模具结构而定,如果制品厚度比较厚,则温度应稍低,一般成型温度为135-145,形状越复杂,成型压力越高。
机械强度高、阻燃性好--该箱体由于采用smc复合材料,比重轻、机械强度高,并具有良好的阻燃性。箱门采用纵向全长铰链,不易变形,安装互换性好。
抗腐蚀、耐老化、电 缘性强-- 该箱体抗腐蚀、耐老化、高压防护性能好、电缘性强,能够适应强酸、强碱等各种恶劣环境。
耐高温、防凝露--该箱体由于采用smc复合材料,具有金属材料无法比拟的隔热保温性能,耐高温,并有效防止水汽凝结。
生产操作流程概况
1 、领料
按照定单和技术要求去仓库领料。
2、 剪料
按照设计图纸的要求,将原材料按照规格进行取料,并检查材料是否符合工艺的要求,为降低消耗,提高材料的利用率,要合理计算采取套裁方法。
首先,用钢板尺测量出剪床刀口与挡料板两端之间的距离,反复测量数次,然后剪一块小料核对尺寸正确与否,如尺寸公差在正确范围内,即可进行入料剪切;如尺寸不符合公差要求,则重新调整定位距离,直至符合为止。
剪板时应检查剪板刀口是否锋利及紧固牢靠,并按板料厚度调整刀口间隙。
3、 冲裁
a) 检查材料的材质以及宽、长、厚是否符合图纸的要求。
b) 按钣金件展开图工艺选择合适的冲裁设备。
c) 按工艺要求的顺序和要求调整好定位装置,冲出合格的工件。
4、折弯
a) 检查材料的材质以及宽、长、厚是否符合图纸的要求,板材表面必须清洁。
b) 按零件图纸尺寸选用合适折弯机。
c) 按工艺要求的顺序和要求调整好定位装置,进行折弯。
5、焊接
a) 检查上工序转下来的半成品零部件是否符合图纸和其他技术文件的要求,如不符合需及时调整。
b) 准备好所需的焊接器件与工装夹具。
c)按照图纸要求,先点焊固定各零件的相对位置,安排好焊接顺序,一般为先关键后一般。
d) 根据工件的材料和焊缝要求,选择施焊电流,焊缝必须平整,焊透,无砂眼。
6、打磨
焊接后的工件必须打磨,使工件表面光洁均匀,无漏焊、裂纹、溅渣、毛
刺等。
7、检测
对通过以上工序后的加工件按技术规范进行***的检测,经检查合格后方可转为下道工序。
8、喷塑
a) 对加工件按照工程图纸的要求进行喷塑处理,颜色必须符合工程要求。
b) 喷塑处理后的加工件表面均匀光滑,无气孔,无流挂,颜色深浅一致。
9、半成品检测
对形成的半成品按技术规范进行***检测,经检查合格后方可转为下道工序。
大局所,少机房---网络集中化维护,节约维护成本,提高维护的规范水平和维护质量,改善客户响应速度。 这是现代通信系统对机房管理的要求。随着fttx的大规模建设,机房的光配线产品越来越要求具有高密度,灵活配线等功能,方便管理和维护。几千芯甚至几万芯的光纤在机房的配线如何处理?对光纤的有效管理和保护提出了更高的要求。 架内跳线、架间跳线如何处理? 设备尾缆长度计算任何确保准确? 设备尾缆布线保护如何处理? olt放置在局端机房,出局光缆越来越多。线路测试如何处理? 机房人员培训如何处理?为此,提出了光总配线架(omdf)的概念传统odf机架的平面跳纤管理和大容量机房的立体跳纤管理的对比。光总配线架(omdf)是光接入网中重要的,类似于现有电缆配线架(mdf),光总配线架,主要采用传统mdf式的线缆管理方式,即直列模块部分为外线侧,提供室外光缆固定、汇流、熔接与终端功能,横列模块部分为内线侧,提供室内光纤光缆的终端、调度、测量与管理功能。