西门子控制器6ES7317-2EK14-0AB0
可编程序控制器,英文称Programmable Controller,简称PC。但由于PC容易和个人计算机(Personal Computer)混淆,故人们仍习惯地用PLC作为可编程序控制器的缩写。它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
可编程序控制器一直在发展中,所以至今尚未对其下后的定义。国际电工学会(IEC)曾先后于1982.11;1985.1和1987.2发布了可编程序控制器标准草案的第一,二,三稿。
在第三稿中,对PLC作了如下定义:可编程序控制器是一种数字运算操作电子系统,专为在工业环境下应用而设计。它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的,模拟的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关的外围设备,都应按易于与工业控制系统形成一个整体、易于扩充其功能的原则设计
所谓熔断器,根据这么名字也能明白个一二,即熔化、断开的器件。其作用原理非常简单:我们知道,当电路如果发生短路时瞬间的电流会非常高,同时会使导电线发热。如果电路中没有熔断器来保护,那么很可能就烧坏用电设备了。
为了保护用电设备不会被偶然短路而烧坏,人们发明了熔断器并将其串联接入电路中,其关键部分就是熔点较低的特殊金属导线或导电片,当发生短路、过载等产生的大电流会时熔断器的导电部分升温、达到熔点熔化、断开而失去链接切断了电流。从而保护了用电设备。保险丝大保险管家应该听说过,那便是熔断器了。如下图所示一些适用于低电压环境下的低压熔断器,它们广泛应用于各种电气设备及数码电子产品内部。

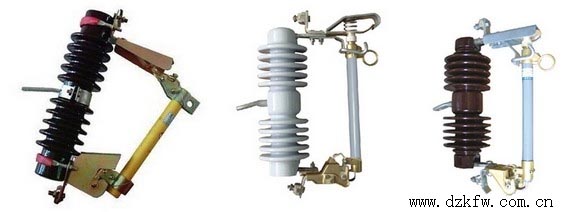
高压熔断器:工作原理基本一样,主要区别是熔丝管中填充用于灭弧的石英砂细粒。其主要应用于高压环境下,如高压输电线路、变压器、变电所等环境起到为防止电器设备因过载和短路而烧坏的作用。如下图所示为高压熔断器的典型外观:
熔断器的工作原理是一个简单的I2R与时间的关系。电流越大,熔断或开路时间越短。熔断器的功耗与通过熔断器的电流的平方成正比。当功耗过高时,熔断器熔断。这个特性同样适用于受熔断器保护的线束。如果产生的热量超过散发的热量,熔断器的温度就会增加,当温度升到熔断器的熔丝熔点时熔断器就发生熔断亦即断开电路起到保护作用。
熔断器其实就是一种短路保护器,广泛用于配电系统喝控制系统,主要进行短路保护或严重过载保护。它主要由熔体和安装熔体的绝缘管(绝缘座)组成。使用时,熔体串接于被保护的电路中,当电路发生短路故障时,熔体被瞬时熔断而分断电路,起到保护作用。
熔断器的结构简单,使用方便,是一种过电流保护器,广泛用于电力系统、各种电工设备和家用电器中作为保护器件。熔断器主要由熔体和熔管以及外加填料等部分组成。使用时,将熔断器串联于被保护电路中,当被保护电路的电流超过规定值,并经过一定时间后,由熔体自身产生的热量熔断熔体,使电路断开,从而起到保护的作用。以金属导体作为熔体而分断电路的电器,串联于电路中,当过载或短路电流通过熔体时,熔体自身将发热而熔断,从而对电力系统、各种电工设备以及家用电器都起到了一定的保护作用。具有反时延特性,当过载电流小时,熔断时间长;过载电流大时,熔断时间短。因此,在一定过载电流范围内至电流恢复正常,熔断器不会熔断,可以继续使用。

2.控制程序
整个控制程序我们采用程序代码编程,它较之梯形图、功能模块灵活、方便,结构紧凑。主程序模块为:
LD SM0.1 //初始化,调用子程序0
CALL SBR_0
S M2.0,4 //设置程序执行标志位
LD M0.1 //启用等待程序
A M2.0 //M2.0设为1
LPS
LD M8.1 //有复位请求
ALD
CALL SBR_I//调用子程序1
//SBR_0:
LD SM0.0
….. //初始化泵阀状态
CRET
,,SBR_I:
LD SM0.0
LD M3.0
….. //控制CVS工作流程
CRET
(二)触摸屏控制程序设计
系统中操作站我们采用触摸屏实现交互式人机对话。包括5个主要界面:系统主界面、CVS界面、分析仪器界面、报表和历史数据查询打印界面、手动界面。设计以按钮形式简便、直观地来控制PLC运行,有显示操作状态和数据、故障报警以及报表查询等功能。
四、结束语
整个系统完全满足汽车生产厂家现场监测汽车尾气污染物含量的要求。通过简单直观的人机对话界面实现复杂的操作,克服以往监测系统可靠性低、故障率高、操作复效率低等缺点,从而有效地提高了我国汽车生产厂家生产管理水平。
1) 系统控制范围
原材料入库、输送—水泥粉磨(I、II 线) —水泥出库及包装系统。
· 原料储存及输送工艺流程:
石膏破碎及输送→矿渣入库→石灰石入库→熟料输送入库→原料入磨头仓收尘器→原料入磨头仓→熟料入磨头仓→石膏入磨头仓→石灰石入磨头仓→矿渣入磨头仓
· 水泥磨机工艺流程:
磨稀油站→水泥入库→水泥磨→水泥磨控制→磨辊压机→物料入水泥磨/ 辊压机→粉煤灰入水泥磨
· 水泥出库及包装工艺流程:
库顶收尘→水泥库顶斜槽风机控制→水泥入库
2) 自动控制回路
· 粉磨1 中及粉磨1 尾。
· 水泥小仓仓重控制系统。
· 粉磨1 尾负压控制系统。
· 粉煤灰小仓固体流量计控制系统。
3) 顺控停机时间
为确保设备安全和空负荷启动,需对设备停机时间进行规划。
· 原料调配及输送。
· 水泥粉磨。
· 石灰石及辅助原料入配料库。
· 水泥储存及输送。
4) 水泥粉磨控制系统介绍及配置
系统监控软件为西门子WINCC 5.0,控制系统选用德国西门子公司SIMATIC S7-400 控制器及ET200M I/O进行信号的采集与处理。具体配置如下:
· 辅助原料及水泥粉磨二线部分
配置一台SIMATIC S7-400 控制器,带12 个ET200M远程站对水泥粉磨二线及原料配料部分所有模拟量和数字量进行控制。其中,水泥粉磨二线一台辊压机系统通过PROFIBUS-DP 与SIMATIC S7-400 控制站进行数据
通讯。配置一台WinCC 操作站,作为对原料配料及水泥粉磨部分的组态编程及操作。
· 水泥粉磨一线及水泥库顶部分配置一台SIMATIC S7-400 控制站,带8 个ET200M 远程站对水泥粉磨一线及水泥储存( 库顶)部分所有模拟量和数字量进行控制。其中,水泥粉磨一线一台辊压机系统通过PROFIBUSDP与SIMATIC S7-400 控制站进行数据通讯。与二线水泥粉磨部分共用一台WinCC 操作站,作为对水泥粉磨及水泥储存( 库顶) 部分的组态编程及操作。
· 水泥库底及包、散装部分配置一台SIMATIC S7-400 控制站,带18 个ET200M 远程站,对水泥库底及包、散装部分所有模拟量及数字量进行控制。包装部分采用触摸屏TP27 方式操作。控制系统可实现动态流程图、趋势图、报警显示、报表记录及工艺动态操作控制等。
· 系统的供电电源采用UPS 电源,可防止来自电网上的超高压、欠压、浪涌、尖峰脉冲干扰、停电干扰甚至雷电袭击。
5) 控制系统的抗干扰措施
张家港海螺的自控系统有许多弱电设备,各种控制电缆和信号电缆数量非常多,系统极易受到各种干扰。若不采取措施,消除其干扰,会严重影响系统的正常运行因此,本自控系统采用了如下几方面的抗干扰措施:
· 系统现场控制站的所有数字量输入/ 输出模块、模拟量输入/ 输出模块模块均采用光电隔离,将现场各种信号与系统背板总线隔离。
· 系统现场控制站的所有数字量输出信号均采用继电器隔离,实现每个数字量输出通道之间的隔离,消除了数字量输出信号之间的相互干扰。
· 系统现场控制站的所有模拟量输入/ 输出信号均采用模拟量隔离器,实现每个模拟量通道之间的隔离,消除了模拟量信号之间的相互干扰。
· 系统现场控制站的所有模拟量输入/ 输出信号电缆均采用屏蔽电缆,其屏蔽层在控制柜侧一点接地,消除了空间干扰。
西门子PLC,西门子CPU,西门子代理商,西门子授权代理商,西门子一级代理商