SIMATIC S7-300, CPU 314C-2DP
COMPACT CPU WITH MPI,
24 DI/16 DO, 4AI, 2AO, 1 PT100,
4 FAST COUNTERS (60 KHZ),
INTEGRATED DP INTERFACE,
INTEGRATED 24V DC POWER SUPPLY,
96 KBYTE WORKING MEMORY,
FRONT CONNECTOR (2 X 40PIN) AND
MICRO MEMORY CARD REQUIRED
CPU314C-2DP是紧凑型 CPU,适合安装在分布式结构中。通过其扩展工作存储器,该紧凑型CPU也适用于中等规模的应用。集成的数字量和模拟量 I/O 可直接与过程连接,PROFIBUSDP 主站/从站接口允许连接独立的 I/O 单元。因此,CPU314C-2DP既可以用作本地单元进行快速预处理,也可以用作带从属现场总线系统的一个控制。
优点
· 由于具有高处理速度,CPU 可以实现非常短的机器循环时间。
· S7-300 系列 CPU 可以为各种应用提供合适的解决方案,客户只需为特定任务实际需要的性能付款
· S7-300 建立在模块式的组态上,无需 I/O 模块的插槽规则
· 现有丰富的模块可用于集中组态和搭配 ET200M 实现分布式组态。
· 集成的 PROFINET 接口可以实现控制器的简单网络化,与其它运行管理等级方便的进行数据交换
· 模块宽度窄,可以实现紧凑式的模块设计或者小型控制柜。
· 能够把*的 CPU 与工业以太网/PROFINET 接口、集成的工艺功能或故障防护设计集成在一起,从而避免附加投资
通过集成的与过程相关的功能还可以实现其它应用:
计数
频率测量
PID 控制
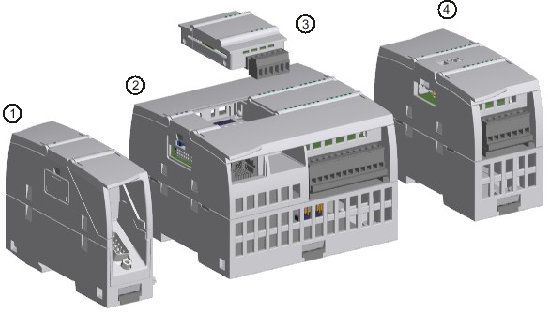
CPU314C-2DP安装有:
微处理器
处理器处理每个二进制指令的时间达到 100- 200 ns
扩展存储器
96 KB 高速 RAM (相当于大约 32K 的指令)用于执行相关的程序部分,为用户程序提供充分的空间;
微存储卡(zui大8MB)作为程序的装载存储器,也可以在 CPU 中保存项目(包括符号和注解)。
灵活的扩展能力;
多达 31 个模块,(4排结构)
MPI多点接口
内置 MPI 接口可以zui多同时建立 12 个与 S7-300/400 或与 PG、PC、OP 的连接。在这些连接中,始终分别为 PG 和 OP 各保留一个连接。通过“全局数据通讯”,MPI可以用来建立zui多16个CPU组成的简单网络。
PROFIBUS DP 接口:
带有 PROFIBUSDP 主/从接口的CPU314C-2DP可以用来建立高速、易用的分布式自动化系统。对用户来说,分布式I/O单元可作为一个集中式单元来处理(相同的组态、编址和编程).
内置输入/输出;
24个数字量输入(所有输入都可用作中断处理)和16个数字量输出,以及4个模拟量输入和2个模拟量输出,使得CPU314C-2DP是一款*的PLC。


西门子CPU模块6ES7314-6EH04-0AB0
本文介绍了阳极组装悬链PLC自动控制系统的功能、硬件和软件的设计、元器件选择和操作说明。阳极组装的关键设备,是集机、电为一体的现代化高技术设备。我国的阳极组装设计制造技术已有了显著进步和提高,为了克服传统的控制手段接线复杂,机械触点多,可靠性低的局限性和缺陷,通过采用可编程序控制器(PLC)予以克服和弥补。
PLC是20世纪60年代末随着计算机的发展而发展起来的一种新型工业通用控制器,它可以借助工程技术人员非常熟悉的传统继电器梯形图进行程序设计,以满足不同设备多变的控制要求,使控制系统具有极大的柔性和通用性,因而可以有效地取代传统的继电器控制系统和其它类型的顺序控制器。
本设计选用美国罗克韦尔公司的AB型1756-L61系列PLC进行控制,软件部分,根表运用美国罗克韦尔公司AB型PLC使用的RSLogix5000编程方式完成系统组态及编程画出梯形图以及对应的语句表,包括自动程序、手动程序、故障报警程序。
关键词:可编程序控制器 自动控制系统 自动程序 梯形图
概述
本套阳极组装悬链自动控制系统由一套悬链系统,一套的浇铸站系统,三套残极压托系统,两套磷铁环压脱系统,吸尘系统,钢爪校直系统,导杆校直系统,导杆清刷系统等组成。根据生产的需要,本阳极组装系统可进行手动调试、半自动调试及全自动操作。
1.1课题背景及意义
1.1.1 课题背景
随着经济的高速发展和现代化生产水平的提高,传统的阳极组装不仅工作量大、效率低,而且差错率和人为误差高,而且占用了大量的人力资源。国内各大铝厂需要一种投资较少,安装及维护方便,通信可靠。在国家有关部门颁布的文件中已经指明今后要淘汰一些能耗高、浪费资源、污染环境、自动化程度很低,浪费劳动力的设备。大力推行新型高度自动化的设备,这无疑会促进我国工业的大力发展。
1.1.2 课题意义
本项目成果----阳极组装悬链自动控制系统主要应用于的控制。该控制系统针对炭块组装的生产过程,以PLC和触摸屏为主要技术手段,通过生产过程的智能控制、生产过程监视、故障自动诊断及实时安全监控,改善了炭块组装系统的性能,完成组装生产工艺要求的自动控制,提高了产品质量,方便了设备维护,确保了安全生产。
本项目计划要求达到的性能指标包括:完成炭块与导杆组装生产工艺要求的自动控制;能够设置系统参数,便于不同用户的需求;能够监控系统的工作过程,并在屏幕上显示;具有故障诊断功能。系统出现故障时,能够完成故障原因的查询;能够统计出当班产量和总产量;能够实现自动与手动控制的切换。经过研究并通过对样机实际测试,该系统完全达到计划书中所要求的功能,并增加了实时安全监控,这样可以保证生产得以顺利进行,同时也可避免因安全隐患而造成的生产安全事故,使系统更加安全、可靠,超过了计划指标的要求。
1、控制系统采用传感器采集数据,利用可编程控制器控制机械运动。
2、控制系统的人机界面采用触摸屏,除了可将生产过程中的每一阶段、每一环节都详尽如实地反映出来,使生产人员可清楚地了解生产进程,便于生产管理外,还可以根据生产过程中的实际情况,结合生产过程中积累的经验,实时调整生产控制参数。
3控制系统设计了一套完善的实时报警和安全监控系统,当生产过程中设备运转出现不正常或发生故障时,系统会立即发出警报提示,技术人员可根据实际情况及时进行处理。这样可以保证生产得以顺利进行,同时也可避免因安全隐患而造成的生产安全事故。
4、控制系统的软件采用模块化设计。
1.2 课题研究内容
(1) 基于课题的研究需要,介绍了AB型PLC,触摸屏等相关技术。
(2) 为更好的理解整个系统以及了解炭块组装自动控制系统的控制过程,介绍了这套系统的各种通信方式。
(3) 根据这套炭块组装系统所需元器件进行了硬件部分的选材与设计。
(4) 详细介绍了基于AB-1756-L61 PLC的软件设计思路,并给出了软件界面及功能的设计实现。
本课题主要研究如何使用AB-1756-L61型PLC控制本套自控系统,编写梯形图程序,并用RSLogix5000编程软件将程序输入到PLC内。主要以软件调试为主,现场硬件调试作为辅助,在这不做详细介绍。
西门子PLC,西门子CPU,西门子代理商,西门子授权代理商,西门子一级代理商