MicroWin功能块参数说明:
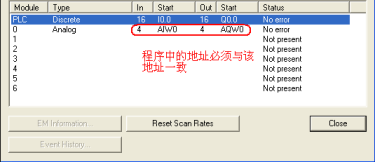
(1) SIWAREX MS需要SIMATIC CPU的输入和输出区域中的4个字来进行操作。参数“First_AIW、Second_AIW、Third_AIW和Fourth_AIW”及“W、W、W和W”必须匹配实际模块地址。如下图所示:

(2) FirstVB_Pointer:为了能够与SIWAREX模块进行通信,每台秤需要用20字节的变量存储区,该范围的起始字节通过参数“FirstVB_POINTER”来传送,采用指针格式, 如&VB0。
变量具体含义参见下表:
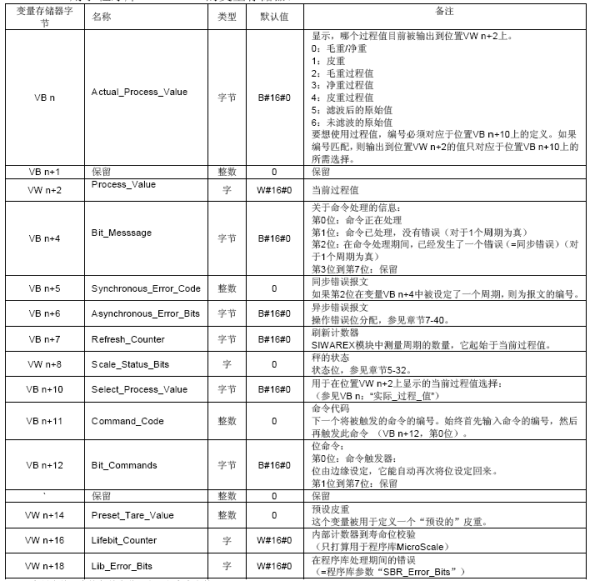
(3) Lib_Error_Bits:存储错误状态;
6.  建立符号表:
建立符号表:

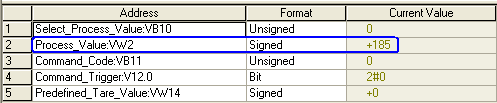
7.  ,建立变量表,然后 ,在线查看和修改PLC变量
,建立变量表,然后 ,在线查看和修改PLC变量
步:零点标定
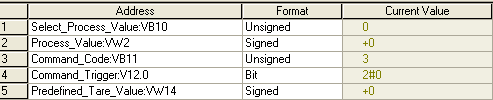
空秤时显示毛重为1.85kg (注:默认单位为kg,小数点位数为2)
写入命令代码3,并将触发位置1, 按钮,进行零点标定,将当前重量标为0,如下所示:
按钮,进行零点标定,将当前重量标为0,如下所示:
第二步:砝码标定
将一个20kg的砝码传感器上,然后写入命令代码4,并将触发位置1

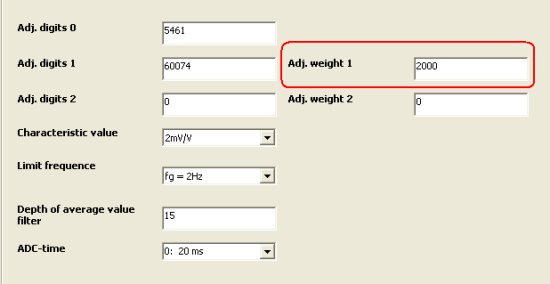
命令执行完毕后,值为2000,即20kg

注:(1)务必保证标定砝码的重量大于所有称重传感器的总额定负荷的5 %,否则命令4无法执行;
(2)标定砝码的重量可以通过SIWATOOL MS进行修改,默认值为20kg
第三步:去皮操作
当前毛重为6.59kg,写入命令代码22,并将触发位置1,如下所示

命令执行完毕后,毛重值变为0kg

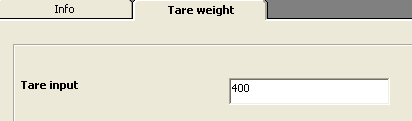
注:(1)如果采用预设皮重的,那么可以在VW14中输入预设的皮重值,然后执行命令26;或者在SIWATOOL MSDR15中输入预设皮重,然后执行命令24
第四步:毛重、皮重和净重的显示
1 引言
随着我国城镇化的快速推进,城镇污水的处理问题日益凸显。一方面,经过不懈的努力,近年来,我国城镇污水的处理能力大幅度增加;另一方面,我国在今后的十年里仍将处于城市污水处理设施建设的高峰期。截止到2009年年底,贵州省在列入《“十一五”后三年全省城镇污水和垃圾处理工程建设方案》的98个污水处理设施建设项目,建成比例达80%,已建成污水处理厂设计规模155.35万吨/日。仅去年一年,新建污水处理厂57座,占累计建成总数的73%,新增污水处理能力77.35万吨/日[1]。
一体化氧化沟工艺是在充分发挥氧化沟技术优势的基础上,开发出的更为先进的氧化沟技术,由美国于上世纪80年代初先提出[2]。该技术具有工艺流程短,构筑物和设备少,占地面积小,投资省,运维费用低,启动快,运行操作简单,沉淀效率高,出水水质稳定等诸多优点,非常适合中小型污水处理厂的应用。
2 总体方案
贵州省某县城2008年年底开工建设污水厂一座,主要用于处理该县生活污水和部分工业废水,处理污水规模1万m3/日,总投资近四千万。该污水厂采用一体氧化沟技术,其处理工艺及主要处理构筑物如图1示。
图1 一体化氧化沟污水处理工艺流程图
自动控制部分要求采用两台simatic s7-300 plc完成对整个污水处理系统的控制,通过以太网将现场相关信息传递到中央控制室上位机显示。操作人员通过上位机监控界面和安装在电器柜上的触摸屏设定系统自动运行的相关参数,查看整个污水处理系统的运行情况及设备状态,并可以对系统中的设备进行远程手动启停控制。
3 自动化系统设计
3.1控制系统硬件设计
在实际开发时,根据系统设计要求,及现场开关量分布情况,用一套s7-300plc设置在控制柜i内,在控制柜ii内设置远程io。这样既减少了硬件投入成本,又免去了两个plc之间通信的问题。
s7-300 plc的cpu模块cpu315-2pn/dp(315-2eg10-0ab0)安装在控制柜i中,远程i/o模块et200m(6es7 153-1aa03-0xb0)安装在控制柜ii中,两个控制柜之间通过的profibus-dp总线相连;中控室的上位机通过以太网与控制柜i中的cpu模块相连,控制系统结构图如图2所示。
图2 控制系统结构图
控制柜i中选用sm321 di32×dc24v数量输入模块3块、sm322 do32×dc24v数字量输出模块2块、sm331 ai8×14位模拟量输入模块1块;控制柜ii中选用sm321 di32×dc24v数量输入模块4块、sm322 do32×dc24v数字量输出模块2块、sm331 ai8×14位模拟量输入模块2块。
3.2控制系统软件设计
软件设计部分主要包括plc编程,控制柜触摸屏编程,上位机wincc编程。s7-300支持用户程序的块调用,使得用户程序结构化,且易于修改[3]。因此在程序编写时,以设备所处污水处理工艺的不同阶段为界限,根据设备的功能及设备间的逻辑关系,将相关设备的基本控制分置于几个功能块中,再由一个功能块按该工艺阶段的逻辑关系编写控制程序,将这几个功能块连接在一起,将相关信息写入共享数据库中,便于hmi和上位机监控系统显示。编写好的程序结构如图3所示。
图3 用户程序结构图
程序编写中较困难的地方是对三台罗茨风机和四台潜水排污泵的控制。这两类设备工作时的共同特点是:①要根据每台设备的累计运行时长,在启动时选择设备的启动顺序,即累计运行时间短的设备优先启动。②每次启动时,总要保持一台设备处于备用状态,当运行设备出现故障或不能启动时,备用设备就自动投入运行。为此,我们用多个计数器(c)配合定时器(sd)分别记录这两组设备的每个设备的运行次数,通过采集设备组总启动信号的上升沿,完成设备组中启动顺序的逻辑判断,实现一台备用其它启动,先开先停,累计运行次少的设备优先启动的设计要求。
在s7-300 plc编程时,充分应用了结构化编程的设计思想,在触摸屏编程和上位机编程时就比较方便了,在此不再赘述。
4 调试效果
进行现场调试时,将现场已安装好的手动电器控制系统与plc控制系统进行整合,实现集控自动、集控手动、就地控制三种方式的相互切换。正常生产时,使用集控自动方式,设备按照工艺要求的流程和顺序由plc自动控制启停;操作人员可以根据,污水处理系统的实际运行情况或生产要求,通过集控手动模式,从上位机监控软件或安装在电器柜上的触摸屏上完成对设备的手动启停操作;当现场设备需要检修或出现故障时,技术人员在现场设备附近的就地控制箱中,将设备工作状态开关切换到手动模式,设备不再接受plc的的控制,但plc仍会采集设备的启动、停止及故障信号用于显示。
另外,根据污水厂的要求,我们在程序中加入了定时启动功能,这样污水厂可以根据实际运行情况及分时电价的安排,指定每天污水处理系统的启动时间,降低整个系统的运行成本。
图4 上位机监控系统主界面
5 结束语
该污水处理厂自动控制系统在结构设计上采用了分散控制集中管理的集散控制系统模式,具有安全可靠,易于扩展,便于维护的特点。通过该项目的实施可以得到以下结论及展望:
(1) 根据系统的实际情况,在满足设计要求的情况下,合理选择plc硬件,可以减少硬件采购的费用降低软件开发难度。
(2) 当前中小型污水厂对设备的控制方式只需要简单的启停操作,适当引入节能控制技术,可以降低污水处理厂的运行成本。
(3) 污水处理系统中,部分设备组具有的输入输出点数少、工作过程相对独立的特点,完全可以通过基于单片机或嵌入式系统的小型智能控制模块进行控制。引入小型智能模块后,基于plc的污水处理自动控制系统整体解决方案将更具有市场竞争力。
西门子PLC,西门子CPU,西门子代理商,西门子授权代理商,西门子一级代理商