


日本出光 超薄PC手机壳原料 0.6mm精密注塑 抗指纹涂层 AZ1900
- 供应商
- 塑柏新材料科技(东莞)有限公司
- 认证
- 品牌
- 日本出光
- 型号
- AZ1900
- 特性
- 超薄PC手机壳原料,6mm精密注塑,抗指
- 联系电话
- 13600267504
- 手机号
- 13600267504
- 联系人
- 郭经理
- 所在地
- 广东省东莞市樟木头镇塑胶原料市场3期
- 更新时间
- 2026-03-22 09:00






若使用日本出光PC材料AZ1900进行6mm精密注塑超薄手机壳并适配抗指纹涂层,需从材料特性、精密注塑适配性、抗指纹涂层兼容性三方面综合评估,AZ1900在材料性能上满足要求,但需针对精密注塑和抗指纹涂层工艺进行专项优化,具体分析如下:
机械性能:AZ1900具备高抗冲击强度和拉伸强度,可有效吸收手机跌落时的冲击力,避免壳体破裂或变形,满足手机壳对耐用性的要求。
耐热性:其UL温度指数达120~140℃,可承受手机长时间使用或充电时产生的热量,防止壳体因高温变形或老化。
透明度:作为透明工程塑料,AZ1900的高透明度可满足手机壳对外观美观的需求,同时为染色或图案印刷提供基础。
化学稳定性:对酸碱溶液、有机溶剂等常见化学物质具有强抵抗能力,可防止手机壳因接触清洁剂、化妆品等而腐蚀或变色。
流动性:AZ1900需具备高流动性以满足薄壁注塑需求。若其熔体流动速率(MFR)符合薄壁注塑要求(如PC材料MFR8~15g/10min),则可实现熔体在极短时间内完成充模,避免缺料或飞边。
成型收缩率:AZ1900的成型收缩率低且稳定,可减少注塑过程中的尺寸偏差,确保6mm精密注塑的尺寸精度。
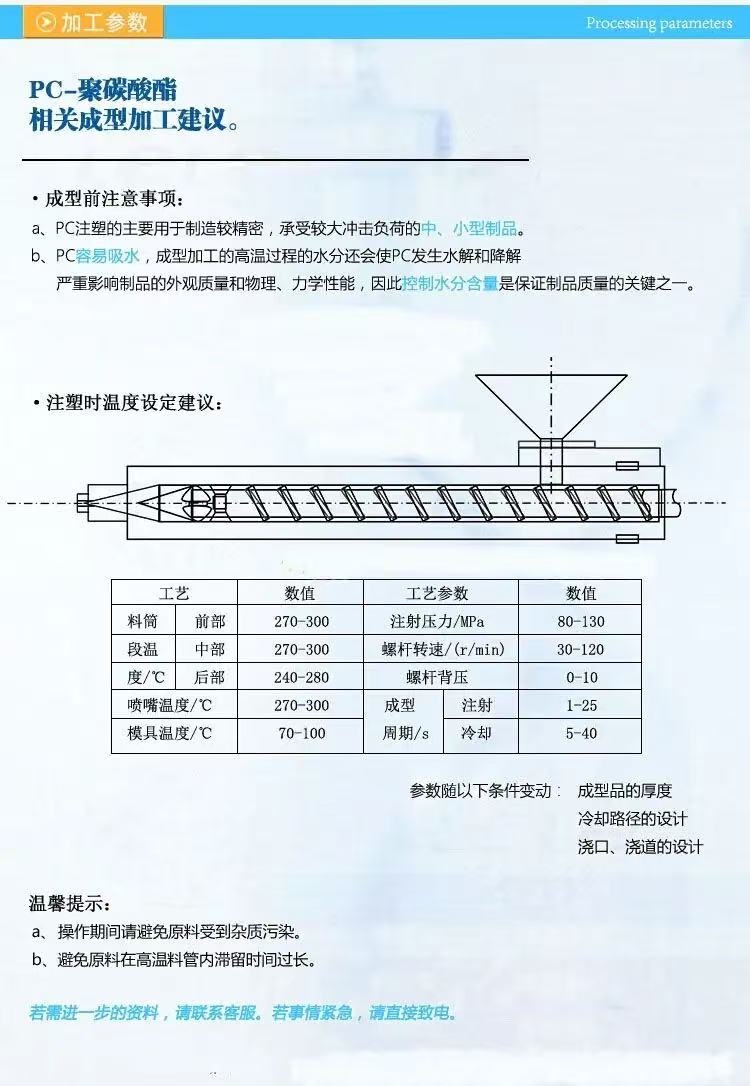
工艺参数优化:
注射速度:需采用分段梯度控制,快速填充型腔以避免熔体冷却过快导致充模不足。
注射压力:根据制品壁厚与投影面积调整,确保熔体克服阻力充模到位。
模具温度:需精准设定以匹配AZ1900的特性,保证熔体充模流动和冷却速度,减少内应力。
冷却系统:水路需紧贴型腔,确保快速均匀降温,避免因冷却不均导致制品变形。
表面润湿性:AZ1900的表面能约40mN/m,而常规含氟抗指纹油的表面张力仅15~20mN/m,两者相差过大可能导致涂层难以均匀铺展。需通过等离子预处理(功率50~100W,处理时间30~60秒)或使用含羟基的过渡层提升界面相容性。
固化温度限制:AZ1900的玻璃化温度(Tg)约147℃,超过100℃易导致变形。需选择低温固化体系(如紫外光固化体系,固化时间<30秒)或双重固化机制(UV引发后室温继续反应24小时)。
应力开裂风险:AZ1900的线膨胀系数与常规涂层差异显著,温度变化时易产生内应力。需设计梯度模量涂层(表面模量2~3GPa,界面区渐降至1GPa以下)或引入弹性链段(如聚醚改性硅氧烷,伸长率>150%)以减少应力开裂。