




06Cr19Ni10和20Cr13钢的焊接专用焊丝
- 供应商
- 邢台市余光焊接材料有限公司
- 认证
- 规格
- 齐全
- 型号
- 06Cr19Ni10
- 发货地
- 云仓
- 联系电话
- 0319-2585456
- 手机号
- 17733902328
- 销售经理
- 胡庆飞
- 所在地
- 河北省邢台市襄都区新华南路685号
- 更新时间
- 2024-11-22 09:00
对于不锈钢材料的焊接,由于在焊接和使用过程中必须考虑焊缝成分及焊接性问题,工程设计上大多采用相同成分或相近成分的不锈钢焊接。对于异种基体组织的不锈钢焊接,例如奥氏体不锈钢和马氏体不锈钢的焊接,虽同属不锈钢范畴,但两者的基体组织不同,化学成分和物理性能差异很大,一般工程设计上很少采用。然而,在化纤纺织机械中,碳纤维熔体流通的管路,要求材料具有耐腐蚀性和热强性能,多采用奥氏体不锈钢和马氏体不锈钢,在管路连接中就涉及到两者之间的焊接问题。
本公司为某国外化纤工程企业生产的化纤设备,为保证管路接头法兰在高温下(300℃)具有一定的热强性能,法兰采用20cr13马氏体不锈钢,流通管路采用06cr19ni10奥氏体不锈钢钢管。虽然这2种材质同属不锈钢范畴,但是它们的基体组织却不相同,20cr13基体组织为马氏体,而06cr19ni10基体组织为奥氏体。一般来讲,组织状态相同的同类钢,其物理性能也基本相同,合金元素越多,热导率入越小,而线膨胀系数α和电阻率越大。
奥氏体不锈钢的热导率入与马氏体不锈钢的热导率入之比为2:3,但其线膨胀系数α却比马氏体不锈钢的大50%,所以这⒉种材料的焊接,必须有可靠的焊接工艺措施来保证和实施。
06cr19ni10和20cr13钢的焊接性分析
06cr19ni10钢的焊接性
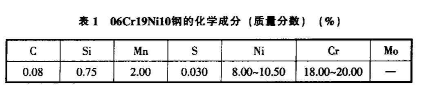
06cr19ni10属于高cr-ni钢,基体组织为奥氏体,属于18-8型不锈钢。奥氏体钢06cr19ni10的化学成分见表1。
此类钢材焊接时,在焊缝的近缝区都有产生裂纹的倾向,主要是热裂纹,zui常见的是焊缝凝固裂纹,haz中近缝区的热裂纹多半是液化裂纹,其原因主要有以下几点:
(1)奥氏体不锈钢热导率入小而线膨胀系数α大,在焊接局部加热和冷却条件下,接头在冷却过程中形成较大的拉应力。焊缝金属凝固期间存在较大拉应力是产生热裂纹的必要条件。
(2)奥氏体不锈钢易于产生联生结晶,形成方向性很强的柱状晶焊缝组织,利于有害杂质偏析,从而促使形成晶间液膜,显然易于促使凝固裂纹的产生。
(3)奥氏体不锈钢合金成分复杂,不仅s,p,sn,sb这类杂质可形成易溶液膜,一些合金元素因溶解度有限(如si,nb),也能形成易溶共晶,如硅化物共晶、钺化物共晶。这样,焊缝及近缝区都有可能产生热裂纹。
控制奥氏体不锈钢焊接热裂纹,从根本上就是控制其焊缝组织,如果为y+6双相组织,便不会产生凝固裂纹。y+8双相组织的形成同cr和ni的含量有关,选择焊接材料时,当w(cr)ng/w(ni)。<1.5时,不能形成y+6双相组织,所以在选择焊接材料时对此方面必须有所考虑。
奥氏体不锈钢在焊接时考虑的另一个问题就是敏化区间问题,在敏化区间停留过长容易产生晶间腐蚀,所以焊接时尽量避免过热、避免焊缝交叉,采用尽可能小的热输入。
20cr13钢的焊接性
通常所说的马氏体不锈钢大多数为cr13,20cr13。20cr13钢的化学成分见表2。

除了超低碳马氏体不锈钢外,常见的马氏体不锈钢均有脆硬倾向,c含量越多脆硬倾向越大,从而导致焊缝冷裂纹问题和脆化问题。而且厚度越大,拘束力越大,越容易引起冷裂纹。这类马氏体不锈钢无论焊接前的原始状态如何,焊后冷却速度快,近缝区必会出现硬化现象,形成粗大的马氏体硬化区。所以冷却速度必须加以控制。
06cr19ni10与20cr13钢的焊接2.1 06cr19ni10与20cr13钢的焊接分析
这2种材料焊接时,首先就冷却速度来讲,06cr19ni10钢焊接时要防止过热,而20cr13钢却要
避免冷却速度过快,以免产生冷裂纹。其次,在焊接工艺参数上,06cr19ni10钢在相同可焊厚度下,所需要的焊接热输入要比20cr13钢的小20%左右。所以在制定焊接工艺时,必须考虑在20cr13一侧进行预热和焊后保温,同时必须考虑焊缝和热影响区的道间温度。这2种材料的焊接,从各自控制的焊接问题方面来讲,是比较矛盾的,所以在制定焊接工艺时必须兼顾二者,只有一个行之有效的焊接工艺来保证,才能焊接出达到使用要求的焊接接头。
焊接材料的选择
由于06cr19ni10与20cr13钢的c含量差异很大,焊接时,c和cr形成cr2ac,尤其在20cr13—侧熔合区附近形成贫cr层,所以在合理控制温度的同时,在焊缝中必须过渡足够的gr并减少c的含量。
06cr19ni10钢与20cr13钢焊接时,根据yb/t5092--1996标准,兼顾2种母材的焊接性,为保证其焊缝金属的耐腐蚀性能,根据等成分原则,选择hocr24ni13mo2不锈钢焊丝,其化学成分见表3。
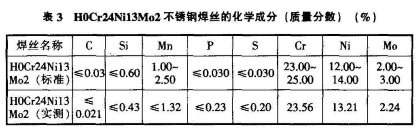
hocr24ni13mo2属于25-13中型低碳不锈钢焊丝,靠其高cr含量来补充焊缝金属中的cr含量,以保证w(cr).h(ni)。,>1.5,促使形成双相组织;另一方面更重要的是防止20cr13-一侧产生贫cr 层;mo元素可防止“多边化裂纹”,而且更要防止凝固裂纹。
采用本文制定的焊接工艺参数焊接的管路与法兰组件,经检验,其焊接合格率能达到,并且在用户使用过程中也未发生焊接接头破坏现象。后经过多日生产,证明此焊接工艺是可以保证焊接接头质量的。但由于此焊接工艺比较烦琐,故目前仅适于大批量生产流水作业。