

GB4806.15-2024食品接触材料及制品用黏合剂检测项目及检测机构
- 供应商
- 广东杰信检验认证有限公司
- 认证
- 用途
- 质量自控、销售
- 检测对象
- 食品接触材料及制品用黏合剂
- 检测周期
- 7-8
- 联系电话
- 13760668881
- 电话号码
- 13760668881
- 销售工程师
- 邹工
- 所在地
- 广州市天河区中山大道建工路19号2楼
- 更新时间
- 2024-11-28 07:00
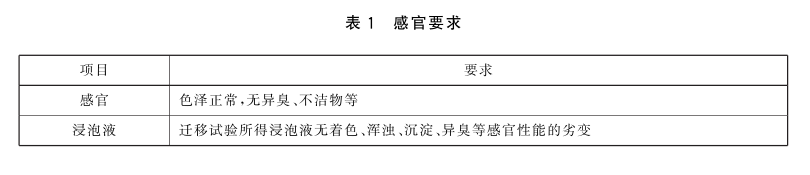
通用理化指标
其他理化指标
1、食品接触材料及制品用黏合剂应符合附录 a 、附录 b及相关公告对基础原料的特定迁移限量(sml )、特定迁移总量限量[ sml ( t )]、残留量( qm)等理化指标的规定。
2、食品接触材料及制品用黏合剂应符合 gb9685 及相关公告对添加剂的sml 、 sml ( t )、 qm等理化指标的规定。
其它要求
迁移试验
迁移试验应按 gb31604.1 和 gb5009. 156的规定执行,本标准有特殊规定的除外。
标签标识
标签标识应符合 gb4806. 1 的规定。
黏合剂产品应在标签上标示产品类别(直接接触食品用黏合剂、间接接触食品用黏合剂)。
====================================
关于我们
我们杰信公司的总部实验室是国家食品接触材料检测重点实验室,是食品接触材料及制品gb4806系列标准的制定者和参与者。我们总部实验室可以接受企业的委托,做食品接触材料及相关产品的检测工作,包括但不限于食品包装、餐具、厨具、食品加工机械、厨电产品、塑料、树脂、橡胶、金属、合金、纸张、纸板、玻璃、陶瓷、瓷釉、着色剂、印刷油墨等等。期中包括此文说的gb4806.15标准,出具检测报告。有需求的企业可以与我们联系。
联系人:邹工

我们在服务
1、食品接触材料合规与安全评估服务
1)产品全配方审核及合规性评价服务
2)产品安全风险评估服务
2、食品接触材料相关测试
法规测试(gb4806系列、相关行业及可降解标准等)
欧盟及其成员国法规测试
美国fda 21 cfr和cpg法规测试
日本厚生省370公告测试(日本通关报告)
韩国法规测试(韩国通关报告)
台湾地区法规测试
4、食品接触材料合规材料审核与编制服务
符合性声明编制和审核服务
5、食品接触材料咨询和培训服务
食品接触材料法规咨询及培训服务
食品接触材料检测技术咨询及培训服务
==========================================================
相关资讯
其他要求
使用了涂料、油墨和(或)黏合剂等材料的食品接触用橡胶材料及制品,还应符合相应材料食品安全国家标准的规定。
法国食品级接触材料检测dgrrcf测试
dgccrf是法国食品级安全法规的英文简写。销往法国的食品接触产品,除了要符合欧盟regulation(ec)no1935/2004法规外,还需要符合法国当地的法规,包括frenchdgccrf2004-64和frenchdécretno92-631。法国法规不单对与食品接触产品中的塑料橡胶制品有特殊要求,还对金属产品有着特殊的分类和要求。如:带有机涂层的炊具,除了涂层表面需要测试外,对作为基材的金属也有对应的要求。
美国食品级法规(fda 21 cfr 175-181)
美国具体对与食品接触容器及材料的通用要求:
1.厂家能够依照gmp体系(卫生生产质量管理程序及规范)运作;
2.使用符合法规中批准的材料(u.s. fdacfr 21 part 170-189);
3.批准的原材料应符合规范中的技术指标(u.s. fdacfr part 170-189);
4.任何进入市场的新材料必须经u.s. fda审核及认可。
行业资讯
elastollan的优点在于提供了充分的设计自由、长期稳定性、出色的触感和的外观。这种新材料不但继承了传统tpu的性质,如良好的拉伸强度、耐磨擦性能和弹性,以及出色的低温耐冲击性能和耐介质性能,还增加了新的特性:即使在壁厚较小时也具有优异的表面性能——耐刮擦、耐紫外线、耐候、易于清洗、可承受12-15°c的工作温度。组装性能良好elastollan为碰撞吸能的:irbumps提供了理想的表面,使其赋予了cactus以独特的形象外观。
wlodkowic提出了对3d打印组件缺乏监管体系、3d打印对环境食物链的影响的担忧,特别是安全地收集、处理3d打印组件和3d打印过程中产生的废弃物。“基于我们的试点研究,有证据表明,许多聚合树脂的使用是不安全的。这些数据推动了发展更大的的探索基因组、细胞和组织层次的研究。我们的研究影响是显着的。打印技术在澳大利亚的多个行业迅速发展。在制造业中,澳大利亚的各种各样的新聚合物将呈几何级数增长。
pp(241燕山牌)的熔体流动速率为2—3.5/g/1min,比pe大,流动性好。加工时,较之易于充模。由于pp熔融温度高,热氧化更敏感-,所以,应尽量缩短它在成型过程中的受热时间。pp注塑成型时,注射温度2--23℃模温2--6℃,注射压力7--1℃pp的密度.9—.91g/cc,吸水率.2—.3%(加工时,无须干燥),成型收缩率1.—2.5%。一般hdpe高密度聚注塑加工过程中,如果塑件不满,可适当增加他的温度,压力,保压时间。