西门子模块6ES7222-1HF22-0XA8接线方式

西门子模块6es7222-1hf22-0xa8接线方式
中心距 平行轴齿轮副或交错轴齿轮副,两轴线间的短距离(图6-16),亦即两齿轮轴线间公垂线(连心线)长度称齿轮中心距简称中心距。其值总等于齿轮副两节圆半径之和(a=r1′+r2′),或等于两分度圆半径与分离量之和(a=r1+r2+ym)。
平行轴齿轮副或交错轴齿轮副,两轴线间的短距离(图6-16),亦即两齿轮轴线间公垂线(连心线)长度称齿轮中心距简称中心距。其值总等于齿轮副两节圆半径之和(a=r1′+r2′),或等于两分度圆半径与分离量之和(a=r1+r2+ym)。
连心线
在平行轴或交错轴齿轮副中,两轴线之间的公垂线称连心线。连心线的长度即中心距。
名义中心距
实际齿厚为公称值(理论计算值),无侧隙啮合条件下的齿轮副的中心距。亦即设计中心距,或称理论中心距。
标准中心距 标准齿轮副在无侧隙啮合条件下,两轴线间的短距离(连心线长度),称标准中心距(图6-17)。高变位圆柱齿轮副的中心距与标准圆柱齿轮副的中心距相等。标准中心距的值分别为:
标准齿轮副在无侧隙啮合条件下,两轴线间的短距离(连心线长度),称标准中心距(图6-17)。高变位圆柱齿轮副的中心距与标准圆柱齿轮副的中心距相等。标准中心距的值分别为:
平行轴圆柱齿轮副![]()
交错轴圆柱齿轮副
蜗杆副
标准安装中心距
无侧隙啮合,并具有标准顶隙值,这种安装条件的齿轮副中心距称标准安装中心距。中心距的通用计算式为:![]()
非标准中心距
齿轮副中,至少有一个变位齿轮,在无侧隙啮合条件下,两齿轮轴线的短距离(连心线)称非标准中心距,亦称变位中心距。其数值等于a′=r1′+r″。对于高变位齿轮副,a=a′;平行轴圆柱齿轮副, ![]() ;对于交错轴斜齿圆柱齿轮副,
;对于交错轴斜齿圆柱齿轮副, ![]() ;蜗杆副中心距
;蜗杆副中心距 ![]() 。
。
 非标准安装中心距
非标准安装中心距
有侧隙啮合,顶隙不为标准值的条件下,齿轮副的中心距,称非标准安装中心距。非标准安装中心距大于标准安装中心距,两者的啮合参数也有所不同。a″>a ,r″>r′,a″>a′,c″>c,j″>j(“〃"表示非标准安装)。非标准安装中心距等于标准安装中心距与中心距增量Δa之和。即:![]()
刀具的标准安装
用齿条刀具或齿轮插刀加工齿轮时,若齿轮毛坯的分度圆与齿条刀具的基准线(图6-18);或与插刀的分度圆分别相切,这时毛坯和刀具的相对安装位置称刀具的标准安装。刀具标准安装加工出来的齿轮是标准齿轮。
刀具的变位安装 用齿条刀具展成齿轮时,若齿条的基准线(中线)与齿轮毛坯的分度圆(节圆)不相切,这时刀具相对毛坯的安装位置称刀具的变位安装(图6-19)。刀具基准线与毛坯分度圆的径向分离量mx称变位量,x称变位系数。变位安装切制成的齿轮为变位齿轮。
用齿条刀具展成齿轮时,若齿条的基准线(中线)与齿轮毛坯的分度圆(节圆)不相切,这时刀具相对毛坯的安装位置称刀具的变位安装(图6-19)。刀具基准线与毛坯分度圆的径向分离量mx称变位量,x称变位系数。变位安装切制成的齿轮为变位齿轮。
齿条标准安装
齿条安装一般是指,齿条刀具加工齿轮时齿条刀具相对毛坯的安装。所谓齿条标准安装即齿条刀具的中线和毛坯分度圆(节圆)相切的安装位置,否则称齿条非标准安装。齿条标准安装加工出来的齿轮是标准齿轮。非标准安装加工出来的齿轮是变位齿轮。
插齿刀切制标准外齿轮不根切的少齿数
插齿刀是一个变位齿轮,切制标准齿轮时,相当于一对角变位齿轮副,不发生根切的条件是:刀具的齿顶圆不应越过齿坯基圆上的啮合极点n,即pb≤pn(或者n0b≤n0n)(图6-20),于是可得: 式中,h*a0=h*a+x0,即插齿刀实际齿顶高系数。由上式可知,决定少齿数zmin的关键因素是插齿刀的齿数。
式中,h*a0=h*a+x0,即插齿刀实际齿顶高系数。由上式可知,决定少齿数zmin的关键因素是插齿刀的齿数。


插齿刀加工外齿轮时的小变位系数
用插齿刀切制外齿轮时,同样可以采用径向变位的方法避免根切。中心距a0增大,使刀具齿顶圆恰好通过啮合极点n,这时,插齿刀分度圆与齿坯分度圆之间的距离称小变位量,亦即机床啮合的分离量(图6-21)。小变位量除以模数所得的商称小变位系数xmin。由图可导出:![]()
中心距变动量
齿轮副在无侧隙啮合条件下,两相啮齿轮分度曲面在连心线上的分离量。即变位中心距a′与标准中心距a之差(图6-22a)。

my=a′-a=Δa,对于外啮合齿轮副,a′>a时my为正,这时两分度曲面分离(图6-22b);a′<a时my为负,这时两分度曲面相交(图6-22c)。内齿轮副则相反。于是可得:![]()
对于交错轴圆柱齿轮副:
中心距变动系数
中心距变动量my除以模数所得的商;或中心距变动量my乘以径节(以mm计)所得的积,称中心距变动系数y。变动系数y的正负号由中心距变动量my的正、负号确定。
齿顶圆变动量
角变位齿轮副,在无侧隙啮合条件下,为了实现标准顶隙,需要对齿顶圆大小给予微量变动,这时顶圆半径的变动值称齿顶圆变动量Δmy。Δy称齿顶圆变动系数。外齿轮Δym为负值,内齿轮Δmy为正值。于是角变位齿轮的齿顶圆半径为 ra=r+h*am+mx+Δym。齿轮变位量、齿顶圆变位量、中心距变动量之关系为m(x1+x2)=ym+Δym,x1+x2=y+Δy。齿顶圆变动量仅影响齿顶圆半径及齿顶高的大小,而不影响齿根高及齿根圆大小。
齿顶圆变动系数
齿顶圆变动量Δym除以模数m所得的商,或齿顶圆变动量乘以径节(以mm计)所得的积。Δy的符号由σm确定
例1:用plc解下列方程

其中x用两位数字开关表示,变化范围(0~99):写出程序的梯形图;
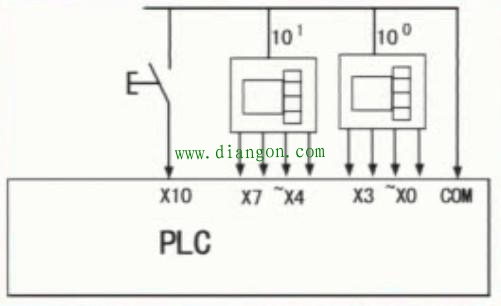
首先:把两位数字开关接在plc的x0~x7上,然后用bin指令把数字开关输入的bcd码转换为bin码参与四则运算。
程序示例:
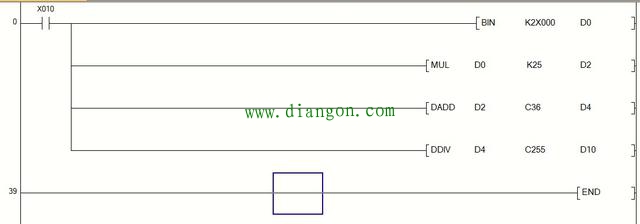
在这里我们需要bin指令把数字开关输入的bcd码转换为bin码参与四则运算。在这里d0就相当于等于方程中的x。然后,我们按照题目中的要求,把25乘于x。这里我们需要用到mul乘法指令,mul,d0,k25,d2就相当于是把x乘于25然后再把值放到d2里面去。
然后在这里我们要特别注意一点因为前面用到了乘法,前面是16位的数值在经过乘法后就可能变成了32位的,所以在这里的加法我们就需要用32位的加法,也就是dadd,d2,c36,d4。在这里d2的值就等于上一步的25 x,然后d2的值加上c36的值再放到d4里面去。
然后下一步我们用到的是除法,把前面的数据处于255就ok了。但是这里的除法我们也使用32位的也就是:ddiv,d4,c255,d10.到了这一步后,这个方程就解出来了,答案放在d10里面。
例题2:要控制一个数字d10在(0~500)范围内连续变化, 当按住增加按钮x1时, 该数字连续增大,但大为500.当按住减小按钮x2时,该数字减小,但小为10。试编出plc。
:思路:我们要求的是按住增加按钮数值是连续增大与减小的,那么在这里我们可以使用inc加一指令,dec减一指令,再使用一个比较指令。当数值等于500的时候停止。
程序示例:
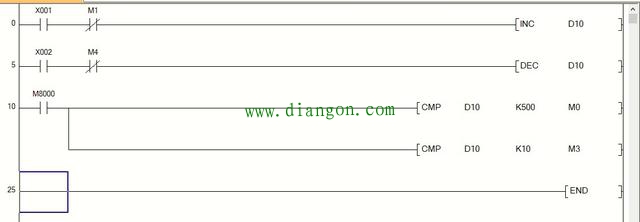
当我们接通x001的时候d10里面的就会不停的增加。按住x002的时候程序就会不停的减小。然后我们再运用比较指令:cmp,d10,k500,m0.当d10里面的数值等于500的时候,m1的常闭点断开。计数不再增加。运用比较指令 cmp,d10,k0,m0.当d10里面的数值等于10的时候。m4的常闭点断开,计数不再减小。
在这里为大家补一下cmp 指令:
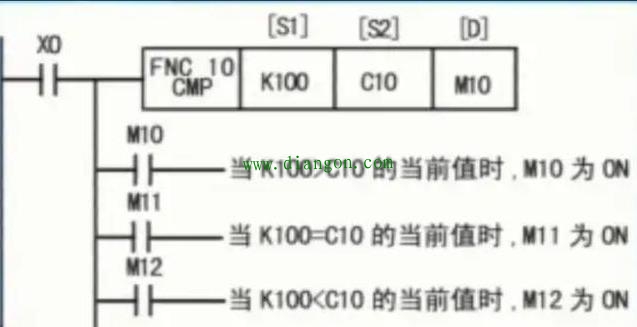
当我们接通x10后,c10的当前值与k100进行比较,比较的结果通过m10,m11,m12来进行表示。当k100大于c10的当前值的时候,m10接通。当k100等于c10的当前值的时候,m11接通。当k100小于c10的当前值的时候,m12接通。但是我们要注意程序在执行的时候只会接通其中一个,而且只有一个是接通的
- 供应商
- 浔之漫智控技术-西门子PLC代理商
- 联系电话
- 15221406036
- 手机号
- 15221406036
- 经理
- 聂航
- 所在地
- 上海市松江区广富林路4855弄星月大业领地88号3楼